Zaloguj
Zaloguj



Narodziny linuksowego ARMputera. cz. 2
Wtorek, 01 Styczeń 2008

Miesiąc temu przedstawiliśmy w artykule naszą pełną meandrów
drogę opracowania ARM-owego komputera na bazie układu
AT91RM9200. Teraz pokażemy jak z przygotowanym przez nas
projektem PCB poradziło sobie Centrum Ekologicznego Montażu
Podzespołów Elektronicznych TStronic z Gdańska, należące do Spółki
Akcyjnej \"Techno-Service\".
67Elektronika Praktyczna 1/2008
T E C H N O L O G I E
Narodziny linuksowego
ARMputera, część 2
Fot. 4. Formatka PCB po zakończeniu
metalizacji otworów
Fot. 5. Formatka PCB po nałożeniu,
naświetleniu i wywołaniu maski prze-
ciwlutowej
Fot. 6. Pierwszy etap montażu SMT
? nakładanie pasty lutowniczej na
sitodrukarce DEK Horizon 03i
Fot. 7. Uzbrojone podajniki w elemen-
ty SMD wraz z dokumentacją, gotowe
do montażu
Miesiąc temu przedstawiliśmy w artykule naszą pełną meandrów
drogę opracowania ARM?owego komputera na bazie układu
AT91RM9200. Teraz pokażemy jak z przygotowanym przez nas
projektem PCB poradziło sobie Centrum Ekologicznego Montażu
Podzespołów Elektronicznych TStronic z Gdańska, należące do Spółki
Akcyjnej ?Techno?Service?.
Projekt płytki drukowanej zo-
stał przygotowany za pomocą pa-
kietu PADS ?rmy Mentor Graphics.
Naszym zadaniem było dostarcze-
nie plików niezbędnych do opra-
cowania dokumentacji produkcyjnej
(pliki Gerber z widokami poszcze-
gólnych warstw, plik wierceń, pli-
ki Pick&Place, rysunki montażo-
we itp.), resztą zajął się TStronic.
W oparciu o przygotowany przez nas
projekt PCB, TStronic dostarczył płyt-
ki drukowane (realizowane we współ-
pracy z Zakładem Wytwarzania Obwo-
dów Drukowanych ?Techno?Service?
S.A.), zamontował na nich komponen-
ty elektroniczne, z których część do-
starczyliśmy sami, a w pewnej części
skorzystaliśmy z zasobów magazyno-
wych TStronic.
Etap 1 ? wykonanie PCB
Przesłana przez nas dokumenta-
cja posłużyła Zakładowi Wytwarzania
Obwodów Drukowanych ?Techno?
Service? S.A. do wyprodukowania
4?warstwowych płytek drukowanych,
których cykl produkcji jest zmody-
?kowaną wersją cyklu powszechnie
stosowanego do produkcji obwodów
drukowanych. Ponieważ nie zastoso-
waliśmy w projekcie płytek żadnych
?chwytów? typu zagrzebane prze-
lotki, mikroprzelotki (microvia) czy
też przelotki łączące tylko sąsiadują-
ce warstwy, przygotowany przez nas
projekt nie sprawił producentowi żad-
nych kłopotów.
Na fot. 4 i 5 pokazaliśmy widok
płytek w formatkach na dwóch eta-
pach ich produkcji. Pola lutownicze
zostały pokryte stopem bezołowio-
wym, całą płytkę pokryto zieloną
solder?maską, na warstwie elementów
znajduje się także opis rozmieszczenia
elementów.
Ponieważ do rozprowadzenia linii
zasilających wykorzystano dwie pełne
warstwy miedzi, ich wypadkowa im-
pedancja ? jak sprawdziliśmy ? jest
blisko 20?krotnie mniejsza (test dla
Elektronika Praktyczna 1/200868
T E C H N O L O G I E
R E K L A M A
Fot. 8. Automat Pick&Place SIPLACE
CF firmy Siemens gotowy do mon-
tażu
Fot. 9. Automat Pick&Place firmy Sie-
mens kładzie na PCB mikroprocesor
AT91RM9200
80 MHz) niż miało to miejsce w przy-
padku płytki dwuwarstwowej, o której
wspominaliśmy miesiąc temu.
Etap 2 ? montaż PCB
Większość podzespołów zastosowa-
nych w naszym komputerze jest przy-
stosowana do montażu powierzch-
niowego (technologia SMT). Wyjątek
stanowią kondensatory elektrolityczne,
złącza szpilkowe, gniazda Ethernet,
zasilające, DB9, USB?A i UAB?B oraz
mikroprzełącznik do zerowania mi-
krokontrolera. Wymiary zastosowanych
elementów pozwalają na ich ręczny
montaż, ale ze względu na szyb-
kość i wygodę zdecydowaliśmy się na
skorzystanie z usług TStronic, który
?przy okazji? zapewnił nam zaopatrze-
nie w podstawowe elementy pasywne.
W skład usługi montażu wchodzą
wszystkie elementy niezbędne do jego
poprawnego przeprowadzenia, łącznie
z wykonaniem szablonów do nakłada-
nia pasty lutowniczej, który to etap
pokazano na fot. 6.
Istotnym etapem przygotowywania
montażu, wymagającym zaangażowa-
nia ze strony zleceniodawcy (w przy-
padku nie najlepszego przygotowania
dokumentacji produkcyjnej, jak miało
to miejsce w naszym przypadku), jest
uzbrojenie podajników (fot. 7) w ele-
menty dla automatów układających
je na PCB. Problem polega głównie
na tym, że niezbędne jest precyzyj-
ne określanie typów obudów stoso-
wanych elementów ? trudno prze-
cież wymagać od ?rmy montującej,
żeby znała nasze upodobania lub
wymagania. Pomyłka na tym etapie
montażu jest kłopotliwa do napra-
wienia, warto więc przyłożyć się do
solidnego przygotowania wykazu ele-
mentów. Na szczęście ?rma TStro-
nic ma szczelny system wewnętrznej
kontroli, który wyłapał nasze niekon-
sekwencje, nie było więc problemu
z nieprawidłowo rozmieszczonymi lub
niewłaściwymi elementami.
Po rozłożeniu wszystkich elemen-
tów płytki są przepuszczane przez
piec do lutowania rozpływowego
(fot. 12), który ? ze względu na za-
stosowaną bezołowiową technologię
montażu ? powinien być wyposażony
w możliwość obsługi typowych pro?-
li temperaturowych stosowanych do
elementów tego typu. Po zakończeniu
69Elektronika Praktyczna 1/2008
T E C H N O L O G I E
Dodatkowe informacje...
?są dostępne na stronach internetowych:
? dotyczące kompleksowej usługi montażu
elektronicznego: www.TStronic.eu
? dotyczące płytek drukowanych:
http://zwod.technoservice.com.pl
Fot. 17. Końcowa inspekcja jakości
Fot. 10. Automat Pick&Place układa
na PCB elementy pasywne
Fot. 11. Widok płytki komputera
z ułożonymi elementami
Fot. 12. Piec do lutowania rozpływo-
wego ERSA HotFlow 214 ASP
Fot. 13. Automatyczna Inspekcja
Optyczna (AOI) przeprowadzana za
pomocą automatu firmy Orbotech
Symbion S36?22
Fot. 14. Płytka przygotowana do
montażu przewlekanego (THT)
Fot. 15. Ręczne obsadzanie elemen-
tów THT
Fot. 16. Zmontowana płytka przygo-
towana do lutowania na agregacie
lutowniczym (fali)
Opis konstrukcji komputera z mikroprocesorem
AT91RM9200 przedstawimy za miesiąc.
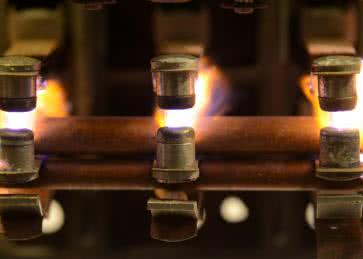
lutowania rozpływowego przeprowa-
dzono automatyczną inspekcję optycz-
ną (AOI) jakości lutowanych połączeń,
precyzji położenia komponentów oraz
właściwej polaryzacji (fot. 13), następ-
nie rozpoczęto obsadzanie płytek ele-
mentami przewlekanymi (fot. 15). Ze
względu na niewielką skalę produkcji
(zaledwie kilka sztuk) odbywało się
to ręcznie. Zamontowane elementy
przewlekane są lutowane na agregacie
lutowniczym (tzw. ?fala?), gdzie trans-
port płytek dobywa się w specjalnych
wózkach (fot. 16). Ostatnim etapem
produkcyjnym jest końcowa inspekcja
jakości, której celem jest zatwierdze-
nie partii wyrobów gotowych na pod-
stawie losowo wybranej próbki (meto-
da statystyczna AQL).
Wnioski z eksperymentu
W przypadku większości pro-
jektów prezentowanych dotychczas
na łamach EP szczytem wymagań
w stosunku do PCB były dwie war-
stwy z metalizacją, tak więc wykona-
nie komputera z AT91RM9200 było
stosunkowo nowym doświadczeniem
dla naszego zespołu. Okazało się,
że obiecywana przez ?rmę TStronic
kompleksowość usług jest nie tylko
hasłem marketingowym, ale osią-
galną rzeczywistością, która nabrała
?kolorów? m.in. dzięki zapewnieniu
przez ?rmę do montażu kłopotli-
wych do kupienia (a później monta-
żu) w ilościach detalicznych podze-
społów pasywnych.
Nie odbywa się to oczywiście
za darmo, co nie zmienia faktu, że
coraz częściej najistotniejszym dla
zleceniodawcy kryterium jest wyso-
ka jakość i terminowość montażu,
które podczas naszego eksperymen-
talnego zamówienia okazały się być
w najlepszym porządku. Fakt ten
cieszy mnie przede wszystkim ze
względu na fakt, że nasz linuksowy
komputerek powstał w niemalże cie-
plarnianych warunkach, trudnych do
wyobrażenia jeszcze kilka lat temu.
Rzeczywiście zmierzamy w kierunku
Europy?
Piotr Zbysiński, EP
piotr.zbysinski@ep.com.pl



Zobacz więcej w kategorii Notatnik konstruktora