Zaloguj
Zaloguj




Reguły projektowania szablonu i doboru materiału folii metalowej mogą stanowić temat oddzielnego opracowania. W tym krótkim przeglądzie zaprezentowane zostaną systemy naciągu szablonów. W procesie nadruku pasty lutowniczej szablon styka się z płytką PCB.
Metalowa folia szablonu musi być stabilna wymiarowo względem płytki dla zapewnienia powtarzalnego procesu nadruku pasty. W obecnej praktyce produkcyjnej używane są następujące systemy naciągu.
Naciąg mechaniczny
Realizowany jest zwykle w jednej osi z użyciem ramy naciągowej wyposażonej w kołki o średnicy oraz rastrze odpowiadającym otworom w szablonie. Znajduje zastosowanie szczególnie w produkcji mało i średnio seryjnej płytek o niskim stopniu integracji. System ten był dość popularny w Polsce i stosowany w drukarkach firmy PBT-Uniprint.
Naciąg pneumatyczny
System naciągu pneumatycznego umożliwia naciąg w dwóch osiach. Szablon na czterech krawędziach ma otwory o kształcie i rastrze odpowiadającym kołkom naciągowym w ramie zasilanej sprężonym powietrzem. Kształt otworu naciągu, jak też szczegółowe rozwiązania techniczne konstrukcji ram są specyficzne dla różnych dostawców. Wymienić tu można zdecydowanie najpopularniejszy w Polsce system ZelFlex (LPKF). Własne systemy ma też DEK, Cookson czy LTC (fotografia 1).

Ramy z naciągiem w tych systemach dostępne są w dużym wyborze rozmiarów, aż po rozmiar 29×29". Można w nich zamontować blachy o grubościach 80...250 μm. System naciągu pneumatycznego szablonów jest najczęściej używanym w Polsce. Z istotnym jednak zastrzeżeniem – popularnym głównie wśród małych i średnich firm montażowych. Poza stosunkowo niską ceną szablonów, system ten ma istotne wady utrudniające jego używanie w wielkoseryjnej produkcji:
- stabilność naciągu – wymaga okresowej kontroli ciśnienia sprężonego powietrza w ramie;
- odkształcenia mechaniczne otworów naciągowych przy produkcji dużych serii płytek (nawet 100 tys.);
- postępująca (zwłaszcza w firmach o proweniencji amerykańskiej) eliminacja z obrotu produkcyjnego narzędzi ostrych i niebezpiecznych, w tym szablonów o nie zabezpieczonych ostrych krawędziach (praktyka wielu firm wskazuje, że jest to realne zagrożenie dla pracowników produkcji).
Naciąg siatkowy na ramie aluminiowej
Równomierny i stabilny naciąg folii szablonu realizowany jest za pomocą siatki poliestrowej naciągniętej uprzednio na ramę wykonaną z profili aluminiowych. Typowe napięcie siatki wynosi 35±4 N/cm. Najpopularniejsze wymiary ram to 23×23", 550×650 mm, 29×29".
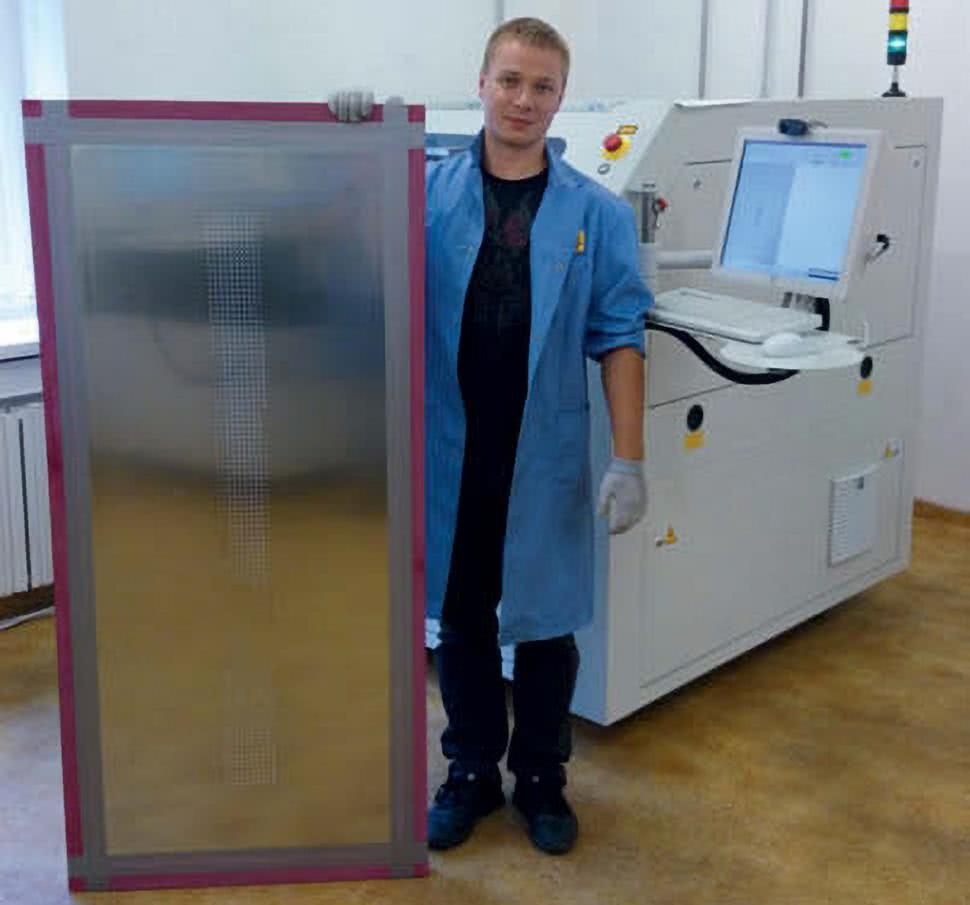
W związku z ciągłym rozwojem technologii LED, stosuje się szablony na długich ramach, nawet do 180 cm długości (fotografia 2). Tak długie szablony możliwe są do realizacji wyłącznie w tej technologii naciągu.
Niewątpliwą zaletą opisywanych szablonów jest trwałość i stabilność naciągu umożliwiająca ich stosowanie w produkcji wielkoseryjnej. Ilość cykli nadruku pasty może sięgać 200 tys. cykli. Zasadniczą wadą, podnoszoną wcześniej czy później przez wszystkich użytkowników, jest duża grubość aluminiowych ram wynosząca około 38 mm i związana z tym konieczność posiadania dużej powierzchni odstawczej.
System naciągu VectorGuard firmy ASM (DEK)
Koncepcja naciągu szablonów z zastosowaniem ram VectorGuard eliminuje podstawową wadę szablonów z naciągiem siatkowym, jaką są duże wymiary ram aluminiowych. Cienkie ramki tych szablonów, o grubości zaledwie 5 mm, zajmują wielokrotnie mniej miejsca, niż grube ramy aluminiowe.
Szablony VectorGuard (VG) wymagają użycia w sitodrukarce ramy napinającej tzw. Master Frame. Charakterystyczną cechą tego rozwiązania jest fakt, że sprężone powietrze służy tu jedynie do odwiedzenia mocujących sprężyn. Stały i stabilny naciąg szablonu VG (fotografia 3) realizowany jest wyłącznie przy pomocy sprężyn i w przeciwieństwie do szablonów z naciągiem pneumatycznym, nie wymaga stałego zasilania sprężonym powietrzem. Dodatkowo konstrukcja ramy i brak wystających ostrych krawędzi gwarantuje bezpieczeństwo użytkowania.

Dostępne są następujące rozmiary ram: 23×23", 550×650 mm, 23×29" oraz 29×29", a także adaptery umożliwiające użycie tego standardu we wszystkich typach sitodrukarek. Dostępny jest również szeroki wybór folii metalowych:
- SS standard – 80...250 μm,
- SS fine grain – 80...250 μm,
- nikiel – 80...200 μm.
Ze względu na stałą miniaturyzację elementów SMD i znane problemy z uwalnianiem pasty, ASM (DEK) zaproponował nowe rozwiązanie ram typu Master Frame zapewniające bardzo silny naciąg o wartości 47 N/cm. Tak silnie napięta blacha mniej się odkształca pod naciskiem rakli i lepiej uwalnia pastę z otworów szablonu. Aplikacja systemu VG High Tension jest oczywista – są nią projekty PCB z krytycznie małymi elementami o rozmiarach 01005, 0201, układy scalone typu fine pitch, μBGA i podobne.
Zamocowanie ramki VG z szablonem w ramie Master Frame High Tension wymaga dostępności sprężonego powietrza o ciśnieniu 10 bar. W warunkach standardowej linii produkcyjnej dostępne ciśnienie w sieci sprężonego ciśnienia wynosi 6...8 bar. Chwilowe poniesienie ciśnienia do około 10 bar umożliwiające otworzenie sprężyn mocujących w Master Frame High Tension, możliwe jest z zastosowaniem wzmacniacza pneumatycznego (booster).
Podsumowanie
Szablony Vector Guard to domena dużych międzynarodowych firm EMS, choć wiele średniej wielkości firm tego typu docenia wygodę i swoistą elegancję tego rozwiązania. Szablony VectorGuard dostępne są również w wersji z nanopowłoką o grubości 2...4 μm. Tego typu rozwiązania dostępne są obecnie również w Europie za pośrednictwem autoryzowanych przez ASM (DEK) producentów szablonów. Licencjobiorcą standardu VectorGuard jest również firma Semicon.
Semicon
www.semicon.com.pl