Zaloguj
Zaloguj




Zasada działania maszyny
Maszyna do produkcji siatki składa się z kilku funkcjonalnych części, które będę nazywał modułami. Pierwszym i zarazem najważniejszym modułem jest moduł wrzeciona. Służy on do odwijania ze szpuli dwóch drutów i prowadzenia ich tak, aby owijając się na mieczu wrzeciona i przechodząc przez odpowiednio wyprofilowaną prowadnicę wytworzyć jeden splot siatki (fotografia 1). Wrzeciono jest wyposażone w dwa inicjatory pobudzające czujnik indukcyjny, w taki sposób, aby uzyskać 2 impulsy na obrót (fotografia 2). Po odliczeniu zadanej liczby obrotów następuje zatrzymanie wrzeciona i uruchomienie modułu cięcia. Aby zatrzymanie wrzeciona za każdym razem następowało dokładnie w zadanym „punkcie”, kilka obrotów wrzeciona wcześniej należy zwolnić obroty silnika napędzającego, a w czasie samego zatrzymania zastosować hamowanie silnika za pomocą prądu stałego. Po zatrzymaniu wrzeciona następuję proces cięcia.

Kolejne sploty siatki są nawijane są w rolkę w module zwijania. Motoreduktor napędzający mechanizm zwijania jest uruchamiany w momencie, gdy dźwignia napinacza wskazuje na wystarczającą długość siatki do zwinięcia. W momencie naprężenia dźwigni napinacza proces zwijania rolki zatrzymuje się. Badanie pozycji napinacza następuje za pomocą krańcówek (fotografia 4).
Z uwagi na pracę w trudnych warunkach eksploatacyjnych maszyna jest uruchamiana za pomocą przycisków sterujących. Panel HMI służy jedynie o zaprogramowania parametrów siatki. Liczba obrotów wrzeciona wyznacza wysokość siatki, natomiast liczba cięć – długość rolki. Pozostałe parametry są dostosowane w zależności od szerokości wrzeciona i grubości drutu. Z uwagi na przerywaną pracę napędów wrzeciona i cięcia należy maszynę wyposażyć w chłodzenie tych silników za pomocą niezależnych wentylatorów zamiast wentylatorów osadzonych na wale silnika.

Niestety, zleceniodawca nie zgodził się na udostępnienie dokumentacji elektrycznej oraz plików projektu, więc nie mogę pokazać schematów połączeń poszczególnych podzespołów. Pozostawił jednak możliwość opisania zasady pracy maszyny oraz sposobu jej budowy.
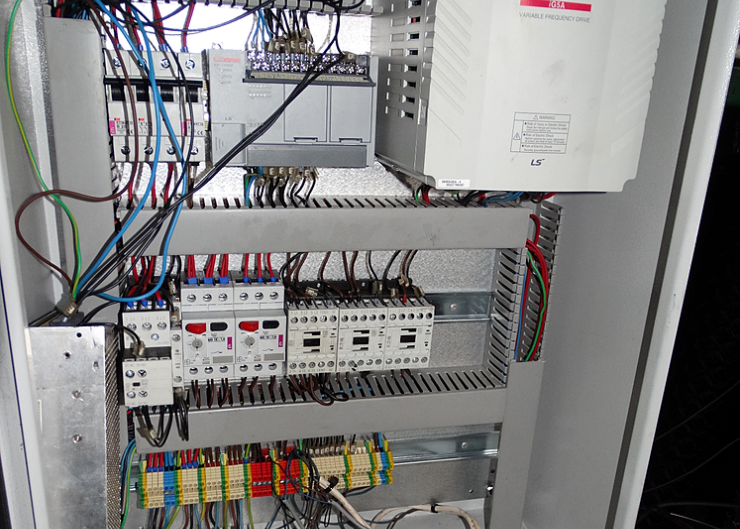
Sterowanie elektryczne jest typowe dla aplikacji automatyki. Za bezpieczeństwo maszyny odpowiadają wyłączniki bezpieczeństwa, tak zwane „grzybki”. Zadziałanie wyłącznika bezpieczeństwa powoduje poprzez przekaźnik bezpieczeństwa odłączenie napięcia zasilającego wyjścia sterownika oraz zatrzymanie wszystkich napędów poprzez odłączenie stycznika głównego. Ponowne uruchomienie maszyny jest możliwe po przyciśnięciu przycisku „reset”.
Zastosowany sterownik PLC jest wersją z wyjściami przekaźnikowymi, które bezpośrednio sterują stycznikami załączającymi silnik modułu cięcia, silnik modułu zwijania rolki oraz silnik pompy chłodziwa. Silniki są zabezpieczone za pomocą wyłączników silnikowych. Napęd wrzeciona nawijającego splot jest sterowany za pomocą falownika. Sterowanie falownikiem opisano w części „implementacja programowa”. Falownik – poza parametrami silnika i uruchomieniem sterowania wektorowego – wymaga zadania typu hamowania za pomocą prądu stałego i ustawienia parametrów tego hamowania względem silnika i mechaniki w konkretnym przypadku. Z uwagi na fakt, że napęd obracając się musi zaginać dwa druty, zatrzymanie silnika nie jest problematyczne i nie powoduje żadnych alarmów na falowniku. Jednak samo sprawdzenie zatrzymywania „w punkcie” należy testować również bez obciążenia, aby upewnić się, że napęd został właściwie sparametryzowany.
Jako czujnik obrotów wrzeciona oraz czujnik cięcia zastosowałem czujniki PNP NO, 3-przewodowe, o zakresie detekcji 8 mm. Jeżeli zastosowany panel byłby zasilany z napięcia 230 V AC, to w zasadzie przy budowie szafy elektrycznej można zrezygnować z stosowania osobnego zasilacza i wykorzystać wyjście zasilania 24 V DC wbudowanego w sterownik PLC do zasilania czujników. Jeśli weźmiemy pod uwagę ochronę sterownika PLC, to można rozważyć zastosowanie jednostki z wyjściami tranzystorowymi i dodatkowych przekaźników interfejsowych w podstawkach.
Obsługa maszyny
Po uruchomieniu maszyny na panelu HMI zostanie wyświetlony ekran HOME (rysunek 8). Z poziomu tego ekranu operator może wybrać tryb pracy: MANUAL (sterowany ręcznie) bądź AUTO (tryb pracy automatycznej). Po wybraniu przycisku MANUAL operator zostanie przeniesiony na ekran obsługi sterowania ręcznego, skąd można sterować poszczególnymi napędami maszyny (rysunek 9). Naciśnięcie odpowiedniego przycisku na panelu powoduje następujące akcje:
- „SILNIK WRZECIONO” powoduje uruchomienie napędu modułu wrzeciona.
- „SILNIK GILOTYNA” uruchomia napęd modułu cięcia.
Po wybraniu przycisku AUTO operator zostanie przeniesiony na ekran obsługi trybu automatycznego. Ten tryb został zaprojektowany w taki sposób, aby zminimalizować operacje wykonywane na panelu operatorskim. Przyciski do startu, pauzy, zatrzymania oraz potencjometr do regulacji szybkości pracy wrzeciona są elementami najczęściej używanymi przez operatora i ich ewentualna wymiana w wyniku zużycia się nie jest problematyczna.
Panel HMI jest używany jedynie do parametryzowania procesu. Nie zastosowano obsługi receptur oraz wykonano regulację szybkości wrzeciona za pomocą potencjometru. Parametry, które są ustawiane z poziomu HMI pokazano na rysunku 10. Są to:
Wysokość siatki zadana. Parametr ten definiuję liczbę oczek siatki definiując jednocześnie wysokość siatki. Należy zwrócić uwagę, że na 1 obrót wrzeciona przypadają dwa oczka siatki, stąd dwa inicjatory pobudzające czujnik obrotów wrzeciona. Gdyby użyto pojedynczego inicjatora, to pewne wysokości siatki nie byłyby dostępne.

Długość siatki zadana. Parametr ten określa, jaką długość siatki będzie miała gotowa rolka. Pośrednio ten parametr wyznacza liczbę cięć. Po odliczeniu zadanej długości maszyna zatrzymuje się, a operator po zablokowaniu maszyny wyłącznikiem bezpieczeństwa może zdjąć gotową rolkę.
Długość siatki aktualna. Parametr ten wyświetla aktualną, odliczoną długość siatki.
Opóźnienie[ms]. Parametr ten określa czas po zatrzymaniu się wrzeciona po odliczonej liczbie impulsów, po którym zatrzyma się silnik napędowy wrzeciona. Dzięki temu parametrowi możemy zmienić kąt zatrzymania się wrzeciona bez mechanicznego przestawiania czujnika indukcyjnego.
Obroty zwalnianie. Parametr określa liczbę obrotów wrzeciona przed końcem wysokości siatki zadanej, przy której falownik ma zwolnić obroty silnika. Zwolnienie przed zatrzymaniem jest konieczne, aby uzyskać powtarzalne miejsce zatrzymania przy hamowaniu silnika prądem stałym (zmniejszenie wpływu bezwładności mechanicznej).
Przycisk GILOTYNA WŁ/ GILOTYNA WYŁ. Przycisk jest używany przez obsługę w razie awarii bądź uzbrajania maszyny w nowy drut. Dzięki możliwości wyłączenie gilotyny operator ma możliwość wprowadzenia dowolnej długości drutu nawiniętego na wrzecionie do maszyny, bez cięcia automatycznego.
Przyciski START i STOP zastępują fizyczne przyciski umieszczone na szafie sterowniczej. Powinny być one używane w razie awarii przycisków fizycznych.
Przycisk HOME powoduję przejście do ekranu startowego.
Film wideo z działania maszyny dostępny jest pod adresem https://goo.gl/hFXN1s.
Implementacja programowa
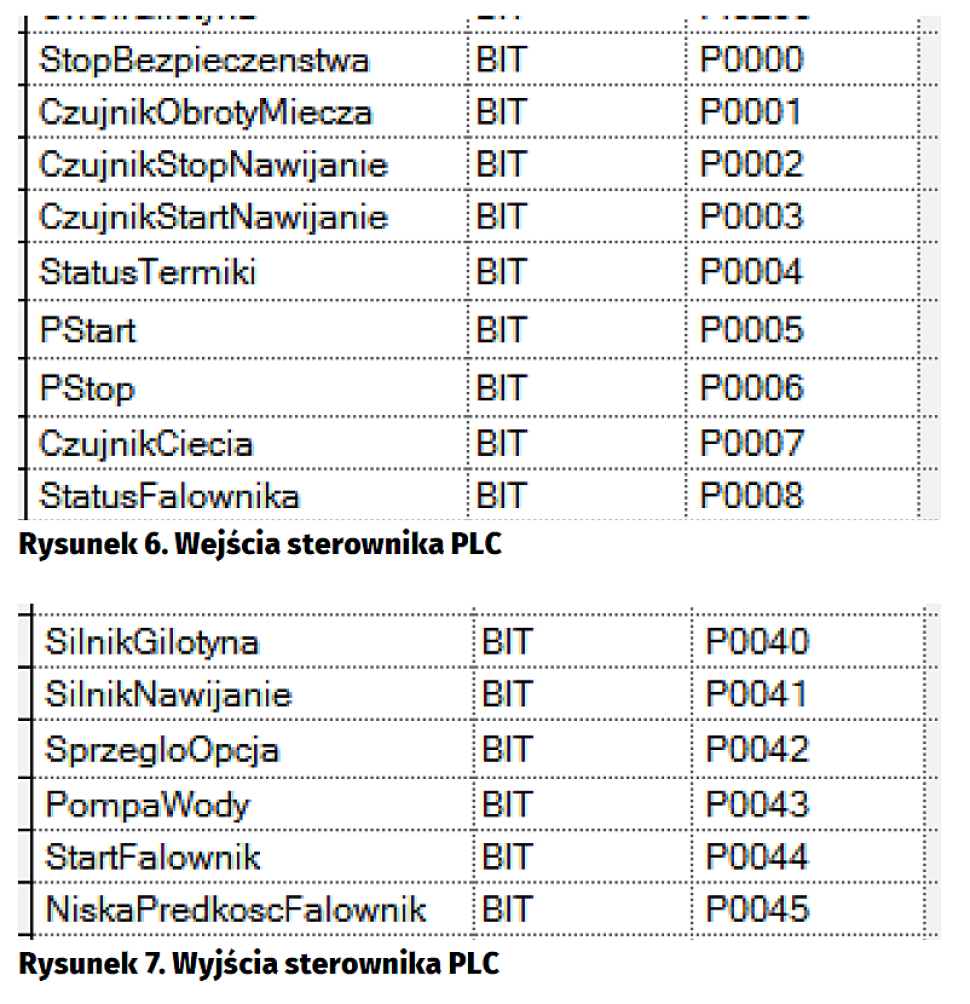
Na projekt maszyny składają się z dwa projekty, z czego jeden przypada na sterownik PLC natomiast drugi na panel HMI. Zastosowano elementy sterownicze firmy LSIS, a wśród nich:
- Sterownik kompaktowy XBC-DR20E.
- Panel HMI, graficzny, monochromatyczny XP30-BTE.
- Falownik SV-…-iG5A-4.
Uruchomienie trybu auto
Uruchomienie trybu AUTO (rysunek 11) jest możliwe jest w momencie wybrania przycisku START. Zatrzymanie trybu AUTO następuje po:
- zatrzymaniu awaryjnym (negacja bit Bezpieczeństwo),
- wciśnięciu przycisku STOP (bit Stop),
- odliczeniu licznika C003 (licznik długości siatki), gdy silnik gilotyny zatrzyma się po cięciu splotu,
- wystąpieniu alarmu (bit Alarm).
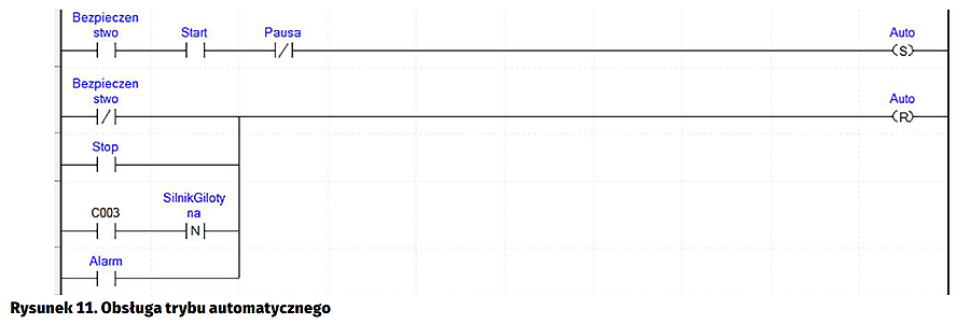
Wytworzenie zmiennej pomocniczej „Auto” ułatwia dalsze programowanie, ponieważ ta zmienna określa tryb, w którym aktualnie pracuje maszyna.
W dalszej kolejności jest realizowane sterownie napędem nawijania rolki (rysunek 12). W momencie wykrycia przez czujnik NO (czujnik „start nawijanie”) opadnięcia napinacza siatki zostaje ustawiona zmienna pomocnicza „Nawijanie”. Zmienna ta jest zerowana w momencie wykrycia przez czujnik NC „Czujnik stop nawijanie” położenia napinacza w pozycji uniesionej oraz zatrzymania awaryjnego maszyny.
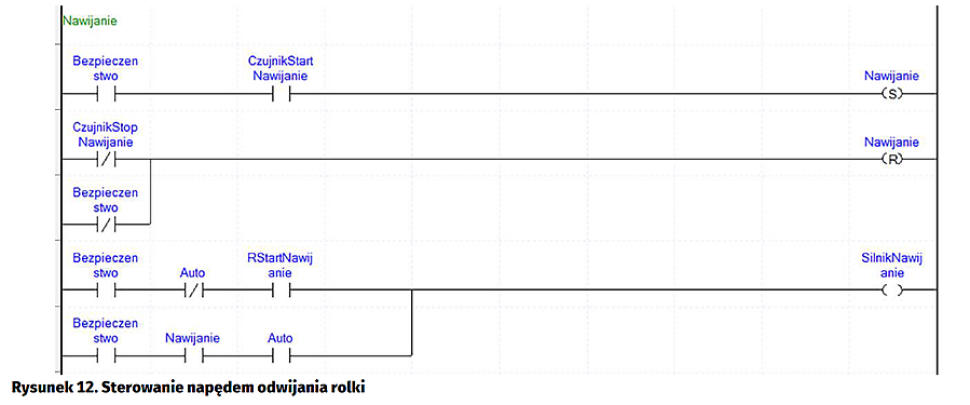
W następnym networku w zależności od wybranego trybu pracy maszyny (bit „Auto”) jest realizowane sterowanie napędem nawijania rolki (bit wyjściowy „SilnikNawijanie”). W trybie ręcznym uruchomienie napędu zwijającego rolkę jest możliwe za pomocą przycisku na panelu HMI (bit „RStartNawijanie”).
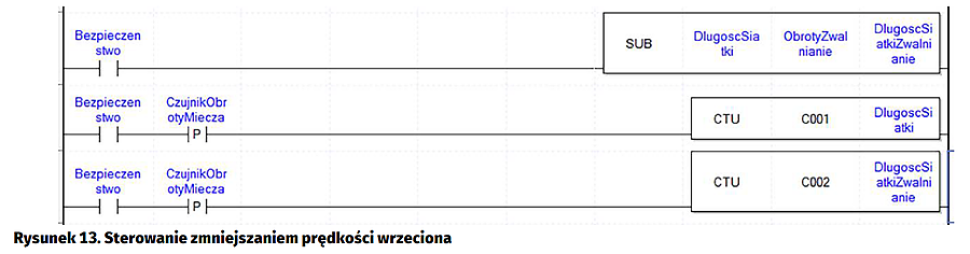
Silnik napędu wrzeciona jest zasilany za pomocą falownika. Do sterowania nim wykorzystano 2 wejścia cyfrowe – „Start” oraz „Niska prędkość”. Jeśli wejście falownika funkcjonujące jako „start” jest aktywne, silnik obraca się z prędkością zadaną z poziomu wejścia analogowego falownika (potencjometr). Jeśli w czasie trwania sygnału „start” zostanie aktywowane wejście „niska prędkość”, to falownik zwolni do ustawionej na stałe prędkości wolnej, pomijając nastawę prędkości z wejścia analogowego. „Niska prędkość” falownika powiązana jest z parametrem „obroty/zwalnianie” (rysunek 13).
W pierwszej kolejności jest obliczana liczba impulsów z czujnika obrotów wrzeciona do zwalniania. Do obliczenia tej wartości służy funkcja odejmowania SUB. Obliczona liczba jest zapamiętywana w zmiennej „DlugoscSiatkiZwalnianie”. W kolejnych networkach za pomocą liczników C001 i C002 zliczam liczbę impulsów odpowiednia dla długości siatki i zwolnienia. Gdy mamy już wszystkie zmienne pomocnicze konieczne do sterowania falownikiem, można zastosować kod tak jak pokazano na rysunku 14.
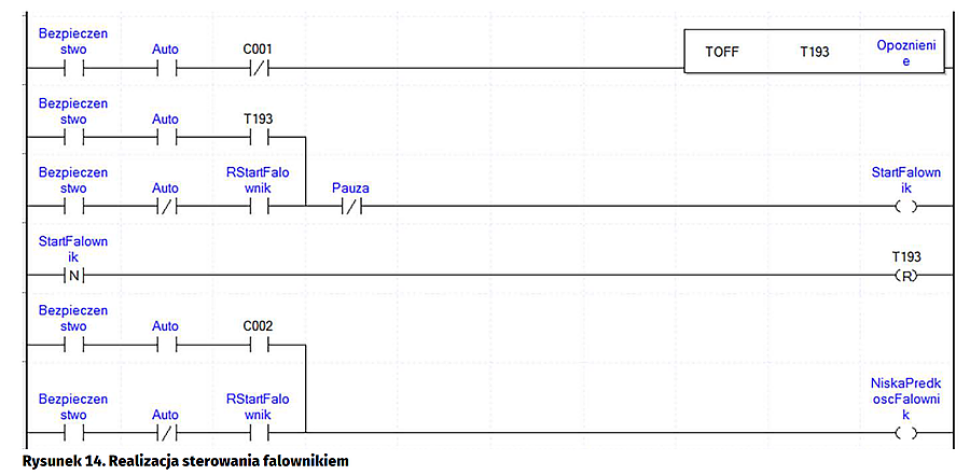
Wyjście „StartFalownik” w trybie pracy automatycznej jest aktywowane w momencie, gdy licznik „C001 długości siatki” nie doliczył do wartości zadanej. Moment doliczenia licznika jest przesuwany w czasie za pomocą timera T193 opóźniającego TOFF. Timer ten przesuwa zatrzymanie napędu wrzeciona, co jest wykorzystane do precyzyjnej regulacji kąta zatrzymania. Wyjście „NiskaPrędkośćFalownik” w trybie pracy automatycznej jest załączane po odliczeniu licznika C002 wskazującego na uzyskanie długości do zwolnienia napędu wrzeciona. W trybie sterowania ręcznego, po aktywowaniu przycisku umieszczonego na HMI „RStartFalownik”, zostaje załączone wyjście „StartFalownik” oraz „NiskaPrędkośćFalownik”. Wyzerowanie liczników C001 i C002 oraz umożliwienie ponownego uruchomienia napędu wrzeciona następuje po cięciu splotu, i jest realizowane przez network pokazany na rysunku 15.
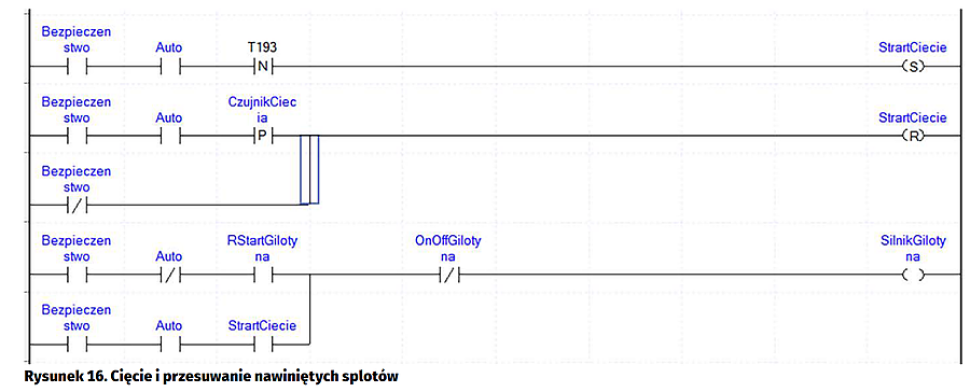
Za cięcie i przesuwanie nawiniętych splotów odpowiada napęd gilotyny sterowany za pomocą programu pokazanego na rysunku 16. Zmienna pomocnicza „StartCiecie” jest ustawiana po zatrzymaniu wrzeciona, na co wskazuje wystąpienie zbocza opadającego na timerze T193. Kasowanie zmiennej następuje po odczycie z czujnika cięcia wskazującego na wykonanie jednego obrotu motoreduktora lub po zatrzymaniu awaryjnym. Wyjście sterownika reprezentowane przez zmienną „SilnikGilotyna” jest sterowane w trybie automatycznym za pomocą wyżej opisanej zmiennej, a w trybie ręcznym za pomocą przycisku na HMI „RStartGilotyna”.

Ostatnim elementem sterowanym w maszynie jest napęd pompy chłodziwa. Chłodziwo jest stale przepuszczane przez wrzeciono powodując chłodzenie i smarowanie tego elementu (rysunek 17). Pompa ta jest załączana, gdy sterownik wykryje uzbrojenie przekaźnika bezpieczeństwa.
Oczywiście, poza podprogramem obsługi maszyny wykonano też podprogram do obsługi alarmów. Pojawienie się odpowiedniego poziomu logicznego na wejściu sterownika powoduje ustawienie bitu „Alarm” i blokadę trybu „AUTO” maszyny. Usunięcie awarii i restart zasalania maszyny powoduje wyzerowanie bitu Alarm i umożliwia dalszą pracę.
Jeżeli któryś z czytelników będzie wykonywał podobny układ sterowania, to zapraszam do kontaktu w sytuacji, gdyby potrzebna była pomoc w realizacji bądź dokładniejsze wyjaśnienie algorytmu.
Tomasz Świontek
tomekfx@o2.pl