Zaloguj
Zaloguj




Wielcy producenci elektroniki dostrzegli już dawno ten problem i w wyniku ich starań powstała norma IPC/WHMA-A-620B, określająca zasady montażu, instalacji oraz zabezpieczania wiązek kablowych. Każda z firm produkujących złącza przedstawia również swoje zalecenia dotyczące montażu ich wyrobów. Artykuł przybliża problemy, które pojawiają się przy projektowaniu, montażu i użytkowaniu typowych wiązek kablowych.
Rodzaje połączeń rozłączalnych
Podstawowe rodzaje rozłączalnych połączeń elektrycznych:
- połączenia śrubowe i zaciskowe,
- połączenia wtykowe.

Rysunek 1. Przykłady zacisków śrubowych
Połączenia śrubowe Przykłady zacisków śrubowych do montażu w PCB pokazano na rysunku 1. Najpopularniejszym złączem śrubowym jest kostka zaciskowa. Przykład takiej kostki pokazano na rysunku 1a. W kostkach tego typu można mocować zarówno przewody jednożyłowe, jak i wielożyłowe.
W przypadku montażu przewodów wielożyłowych należy zwracać uwagę, aby wszystkie żyły zostały obsadzone w otworze kostki. Zdarza się często, że jeden cieniutki przewodzik w czasie montażu odegnie się i dotykając sąsiedniej kostki powoduje zwarcia.
Niektórzy chcąc uniknąć takiej sytuacji cynują przewód wielożyłowy przed montażem. Takie działanie jest niedopuszczalne! Przewody wielożyłowe montowane zaciskowo nie mogą być wcześniej bielone. Wynika to z faktu, że cyna jest metalem bardzo miękkim, o niskiej temperaturze topnienia i w trakcie eksploatacji takiego połączenia znacznie pogarsza się docisk śruby, na skutek powolnego "wypływania" cyny ze złącza.
Oczywiście dopuszczalne jest zastosowanie przewodów, których żyłki są cynowane elektrochemicznie. Wtedy warstwa cyny jest bardzo cienka i nie przeszkadza w normalnym funkcjonowaniu złącza.

Rysunek 2. Przykłady końcówek tulejkowych i igiełkowych
Lepszym rozwiązaniem jest założenie na kabel końcówki igiełkowej lub tulejkowej. Końcówka igiełkowa powoduje, że do kostki wkręcamy pręt z litego metalu, zamiast linki z przewodów. Końcówka tulejkowa likwiduje efekt "miotły" na odizolowanym przewodzie oraz poprawia równomierność rozłożenia sił dociskających dla wszystkich żył przewodu.
Inny rodzaj złącza śrubowego pokazano na rysunku 1b. Złącze to jest przeznaczone do podłączenia końcówki kablowej oczkowej, widełkowej, ewentualnie przewodu jednożyłowego ukształtowanego w oczko. Podłączanie przewodów linkowych jest w zasadzie niemożliwe.
Złącze z rysunku 1c umożliwia montaż zarówno przewodów jednożyłowych, wielożyłowych jak i końcówek widełkowych. Pewną odmianą złącz śrubowych są złącza zaciskowe. Najczęściej są to zaciski sprężynowe. Powodem ich powstania jest oczywiście oszczędność czasu podczas montażu.
Zaletą jest ich większa odporność na drgania i wibracje. Śruba zawsze może się odkręcić, zaś sprężyna będzie dociskać przewód niezależnie od warunków zewnętrznych. Zasada działania jak i przykłady pokazane są na rysunku 3.

Rysunek 3. Zaciski sprężynowe
Przewody które można montować w zaciskach sprężynowych, to przewody jednożyłowe. Przewody wielożyłowe(linki) powinny być zabezpieczone za pomocą końcówki tulejkowej. Takie wymaganie spowodowane jest możliwością przecinania pojedynczych cienkich żyłek przez sprężynę i z czasem ucięcia całego przewodu.
Połączenia wtykowe Połączenia wtykowe są najczęściej spotykanymi w urządzeniach elektronicznych. Służą zarówno do połączeń pomiędzy różnymi urządzeniami jak i do łączenia modułów wewnątrz urządzenia. Połączenia wtykowe mogą być zarówno pojedyncze jak i wielopinowe. Pojedyncze to np. kabeloczko, zaś wielokrotne to najczęściej terminale metalowe obsadzone w plastykowej obudowie. Końcówki kablowe złącz mogą być lutowane do przewodów lub zaciskane.
Połączenie lutowane jest połączeniem generalnie pewniejszym, ale nie da się zautomatyzować jego montażu. Stąd w celu obniżenia kosztów produkcji oraz zwiększenia wydajności wymyślono połączenia zaciskane. Nie bez znaczenia jest tu fakt, że jakość połączenia lutowanego zależy prawie całkowicie od człowieka, a jak wiadomo człowiek jest najbardziej zawodnym "elementem" procesu produkcyjnego, zaś połączenia zaciskane można stosunkowo łatwo zautomatyzować. Stąd obecnie znacząca większość połączeń w wiązkach kablowych to połączenia zaciskane.
Połączenia zaciskane Połączenie zaciskane jest nierozłączalnym, elektrycznym połączeniem między jedną lub wieloma żyłami i kontaktem w dowolnej formie za pomocą techniki zaciskania. Zaletami są:
- pewne i trwałe połączenie,
- powtarzalność połączeń przy produkcji maszynowej,
- stałe wartości elektryczne i mechaniczne,
- duża wydajność produkcji,
- łatwa kontrola jakości poprzez pomiar wysokości,
- obniżone koszty produkcji w porównaniu z innymi metodami połączeń,
- brak oparów lutowania,
- brak "zimnych lutów",
- uniknięcie wypalenia lub wykruszenia izolacji.
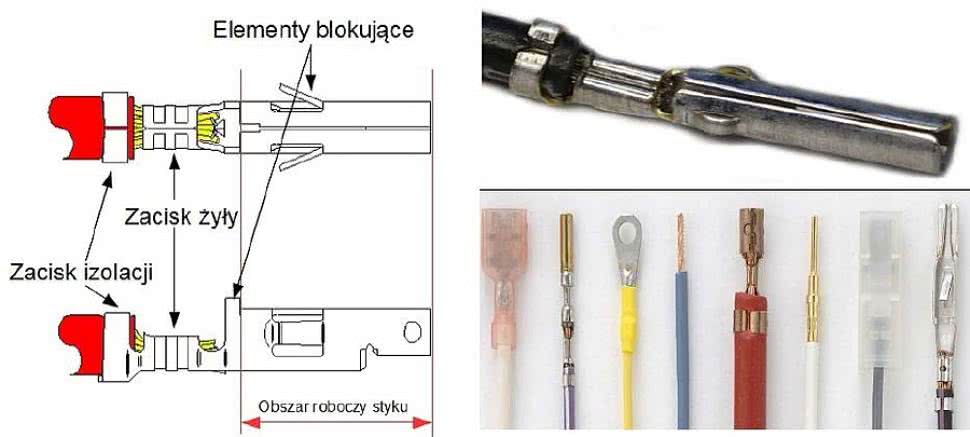
Rysunek 4. Końcówka kablowa zaciskana
Widok typowej końcówki kablowej zaciśniętej na przewodzie pokazano na rysunku 4. Należy tu wyróżnić kilka elementów:
Zacisk izolacji - służy temu, aby izolacja nie odsuwała się od zaciśniętej końcówki kablowej.
Zacisk żyły - najistotniejsza część połączenia, gdzie następuje połączenie przewodu i końcówki kablowej.
Obszar roboczy styku - nie może być w żaden sposób zdeformowany, uszkodzony ani też nie może się tam znajdować żyła przewodu
Obszar zacisku izolacji

Rysunek 5. Przekroje miejsca zacisku izolacji
Służy on temu aby izolacja nie cofała się na przewodzie co mogłoby doprowadzić do powstania zwarć, szczególnie w przypadku złącza wielopinowego, gdzie poszczególne przewody zamocowane są blisko siebie.
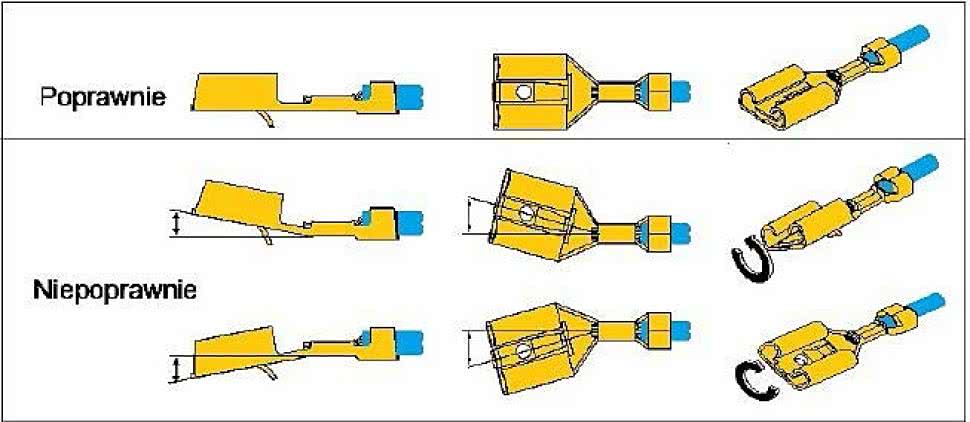
Aby izolacja była dobrze trzymana przez końcówkę kablową konieczne jest, aby metalowe skrzydełka obejmowały ją na obwodzie co najmniej 3/4 okręgu. Istotnym elementem jest to, aby izolacja była przytrzymana przez metalowe uchwyty końcówki kablowej, ale aby one jej nie przebiły.
Na rysunku 5 pokazano przekroje miejsca zacisku izolacji. Błędy, które mogą powstać przy zaciskaniu to:
Rysunek 5a i 5c - niewłaściwie ustawione narzędzie zaciskające, skutkiem czego metalowe łapki przebijają izolację i znacznie osłabiają przewód. Dodatkowo, przewód wydaje się być zbyt cienki do zastosowanej końcówki kablowej i należałoby sprawdzić, czy końcówka została właściwie dobrana.
Rysunek 5b pokazuje sytuację odwrotną. Przewód jest za gruby do końcówki kablowej, skutkiem czego izolacja wypływa z uchwytu.
Rysunek 5D pokazuje sytuację, gdy cienki przewód nie jest obejmowany przez metalowe uchwyty na skutek zbyt słabego dociśnięcia uchwytów izolacji.
Obszar zacisku żyły.

Rysunek 6. Zacisk żyły
Jest to najważniejsza część końcówki kablowej. Miejsce zacisku powinno być symetryczne, najczęściej na kształt "bałwanka"(zacisk typu F) i powinno mieć jednakową wysokość na całej długości zacisku. Wszelkie pęknięcia i uszkodzenia materiału złącza dyskwalifikują złącze.
Zaciskany przewód musi całkowicie wypełniać obszar zacisku (nie może być za krótki), ale też nie może wchodzić w obszar roboczy styku (nie może być za długi). Izolacja w najmniejszym nawet stopniu nie może wchodzić w obszar zacisku żyły przewodnika. Aby można było skontrolować poprawność wykonania połączenia stworzono dwa "okna kontroli" pokazane na rysunku 6:
Wejściowe, w którym powinno być widać zarówno izolację jak i żyłę przewodnika.
Wyjściowe, w którym widać żyłę przewodnika.
Dzięki istnieniu tych elementów kontroli możemy zweryfikować, czy izolacja nie wchodzi w obszar zacisku żyły oraz czy żyła przewodnika nie jest za krótka.
Kolejnym ważnym elementem są lejki - wejściowy i wyjściowy. Ich istnienie gwarantuje płynne przejście żyłek przewodnika do miejsca zgniotu, inaczej mówiąc w miejscu tym zaciskająca się końcówka nie utnie żył miedzi. Lejek wejściowy musi być zachowany, zaś warunkowo można dopuścić brak wyjściowego.
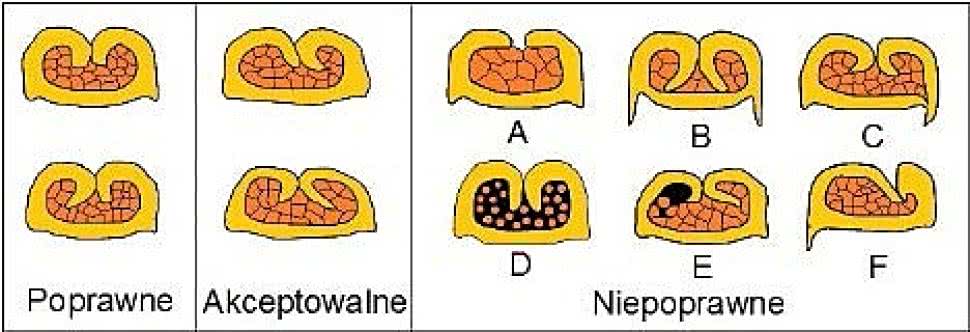
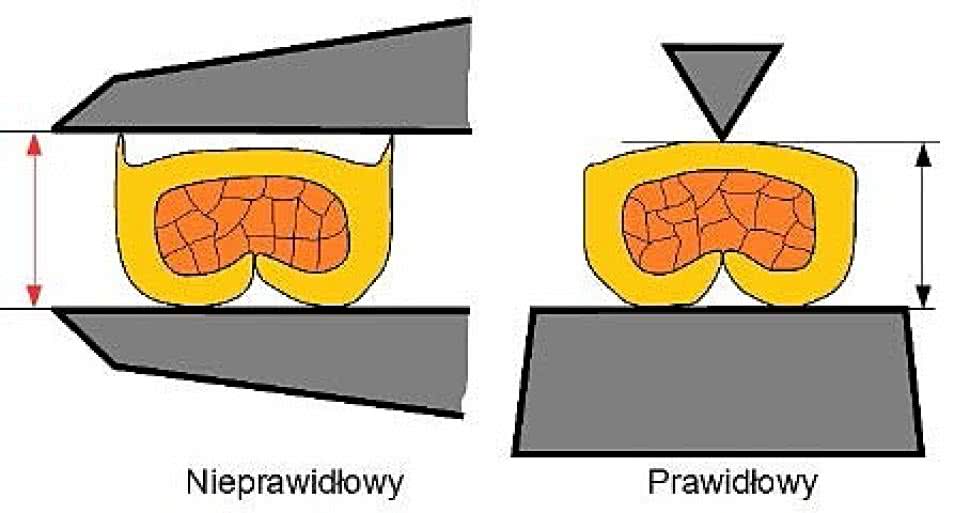
Rysunek 7. Przekroje miejsca zacisku żyły
Rysunek 7 przedstawia przekroje miejsca zacisku żyły przewodnika - pierwsze cztery rysunki przedstawiają poprawnie zaciśnięty konektor. Miejsce zaciśnięcia powinno być symetryczne, obydwie łapki obchwytu powinny być zamknięte, lecz nie powinny dotykać jego dolnej powierzchni.
Żyły przewodnika powinny być wyraźnie odkształcone tworząc obraz plastra miodu bez żadnych wolnych przestrzeni. Oczywiście bardzo ważnym jest, aby wszystkie żyły przewodnika zostały zaciśnięte. Na rysunku 7a źle dobrano przewód, który ma za duży przekrój w stosunku do końcówki kablowej i dlatego uchwyt nie zamyka się na przewodniku.
Rysunek 7b przedstawia sytuację odwrotną, czyli przewodnik jest za cienki dla tej końcówki kablowej. Aby jednak wykonać to połączenie dociśnięto mocno końcówkę kablową, więc osłabiono przewodnik oraz końcówkę, gdyż w rogach mogą powstawać pęknięcia.
Dodatkowym problemem są wypływy materiału końcówki kablowej powstające po bokach("wąsy"). Ich powstanie spowodowane jest zbyt silnym dociśnięciem prasy lub zużytym narzędziem do zaciskania. Takie "wąsy" wyraźnie osłabiają materiał konektora doprowadzając do pęknięć.
Na rysunku 7c pokazano pęknięcie końcówki kablowej w prawym dolnym rogu na skutek niesymetrycznego zacisku. Powodem takiej sytuacji może być zużyte lub źle niesymetrycznie ustawione narzędzie do zaciskania. Na rysunkach 7d i 7e w miejscu zacisku są puste przestrzenie na skutek źle dobranego przewodu (7d za mały przekrój do tej końcówki kablowej) lub niesymetrycznego umieszczenia przewodnika w końcówce kablowej.
Rysunek 8. Geometria połączenia zaciskanego
Istnienie wolnych przestrzeni w miejscu zacisku żyły prowadzi do utleniania się powierzchni współpracujących elementów, to zaś powoduje zwiększenie rezystancji styku. W wyniku przepływu prądu temperatura złącza się podnosi, co powoduje jeszcze szybsze utlenianie się, dalsze zwiększenie rezystancji i w końcu lawinowo doprowadza do wypalenia styku.
Rysunek 7f przedstawia całkowicie niesymetryczny zacisk, który powstaje najczęściej przy zaciskaniu kleszczami ręcznymi niskiej jakości. W prostych narzędziach ręcznych górna i dolna część praski poruszają się nierównolegle, lecz nożycowo doprowadzając do niesymetrycznych zacisków.
Po zaciśnięciu końcówka kablowa nie może być odgięta w żadną stronę, ani też skręcona. Dopuszczalne odchylenie wynosi 5°.
Metody weryfikacji połączenia zaciskanego
Rysunek 9. Pomiar wysokości zacisku
Połączenie zaciskane weryfikuje się poprzez:
- kontrolę wizualną,
- pomiar wysokości zacisku,
- badanie siły zrywania końcówki z przewodu,
- wykonanie przekrojów miejsc krytycznych, najczęściej zacisku żyły i zacisku izolacji.
Kontrola wizualna powinna obejmować sprawdzenie:
- ogólnej symetrii wykonanego połączenia,
- w oknie inspekcyjnym wejściowym widoczności zarówno izolacji jak i przewodnika,
- w oknie inspekcyjnym wyjściowym widoczności przewodnika,
- obecności lejków wejściowego i wyjściowego,
- czy wszystkie żyły przewodnika zostały objęte zaciskiem,
- czy żyły przewodnika nie wchodzą w obszar roboczy styku,
- czy w miejscach zacisku nie ma pęknięć,
- czy obszar roboczy styku nie jest w jakikolwiek sposób zdeformowany,
- poprawności wykonania zacisku żyły i izolacji,
- czy powierzchnie żyły jak i styku nie są mocno utlenione czy też zaśniedziałe.
Pomiar wysokości zacisku wykonuje się podczas uruchamiania produkcji wiązek kablowych. Użytkownik(odbiorca) może sprawdzić powtarzalność wysokości zacisku. Różnice w obrębie jednej partii produkcyjnej mogą świadczyć o niestabilności procesu produkcyjnego. Zasadę pomiaru wysokości zacisku pokazano na rysunku 9.
Badanie siły zrywania końcówki z przewodu
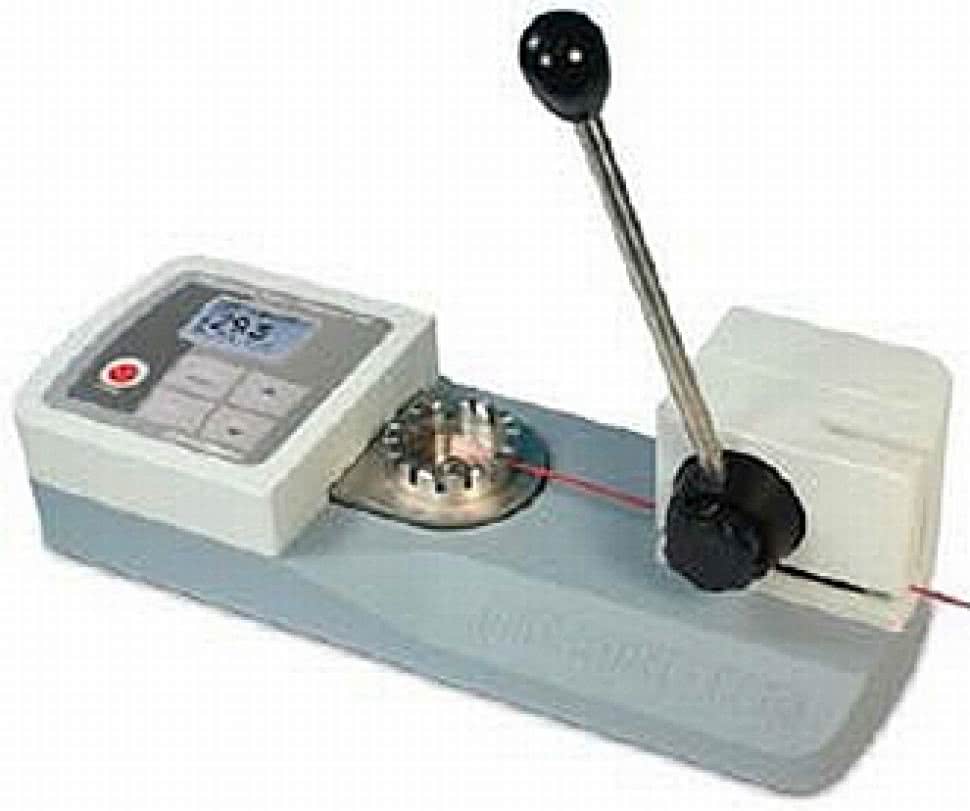
Rysunek 10. Miernik siły zrywania końcówki kablowej
Badanie to jest badaniem niszczącym, przeprowadzanym z reguły u producenta wiązek podczas uruchamiania produkcji. Wartość siły zrywania określają normy, np. DIN EN 60352-2.
Dla przykładu siła zrywania końcówki kablowej z przewodu 0,22 mm² wynosi 28 N, zaś dla przewodu 2,5 mm² wynosi 230 N.
Klient może wykonywać takie badanie w szczególnych przypadkach np. bardzo dużych wymagań jakościowych, czy też wątpliwości odnośnie do jakości partii. Badanie przeprowadza się za pomocą specjalnych przyrządów. Widok przyrządu pokazano na rysunku 10.
Miernik tego typu ma napęd ręczny. Błąd powodowany nierównomiernością ciągnięcia przewodu przez pracownika w praktyce sięga kilku, nawet kilkunastu procent. Lepsze przyrządy mają napęd elektryczny, który znacząco zwiększa dokładność pomiaru.
Przekroje miejsc krytycznych
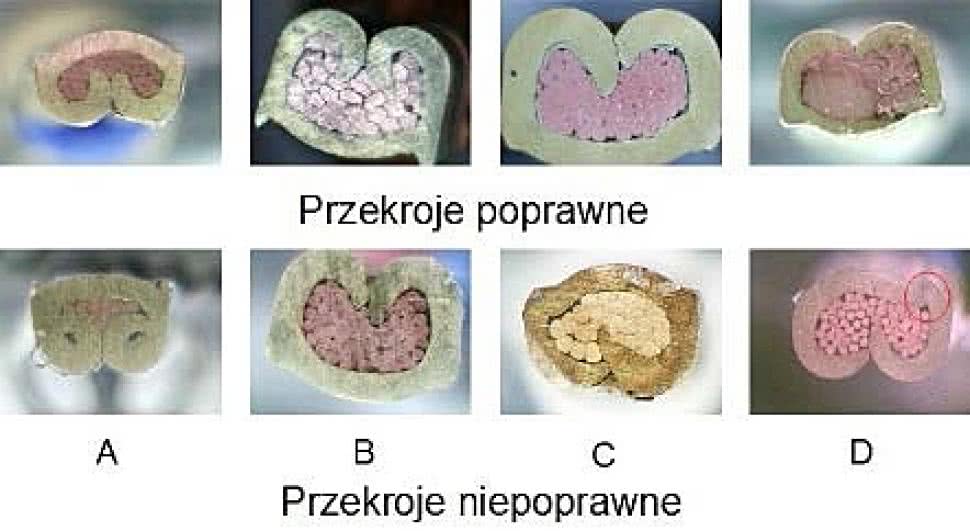
Rysunek 11. Zdjęcia przekrojów miejsca zacisku żyły (dzięki uprzejmości SIGMA-ELEKTRO)
Jest to również metoda niszcząca, najbardziej skomplikowana i pracochłonna. Zaletą jest to, że otrzymujemy najwięcej informacji o wykonanym połączeniu. Metoda ta wymaga specjalistycznego sprzętu i w związku z tym wykonywana jest jedynie u dużych producentów.
Na rysunku 11 pokazano rzeczywiste zdjęcia przekrojów zacisku żyły. Rząd górny pokazuje przekroje poprawne. Ciekawostką jest ostatnie zdjęcie, na którym w jednym złączu zaciśnięto przewód wielożyłowy i jednożyłowy, widoczny po lewej stronie u dołu.
W zasadzie złącza zaciskane służą zaciskaniu przewodów wielożyłowych (linek), zaś tutaj złączono przewód wielożyłowy z nóżką rezystora. Mimo to widać, że wszystkie przewodniki są odkształcone, również nóżka rezystora, wobec czego takie połączenie można uznać za poprawne.
Rysunek 11a pokazuje skrajne niedopasowanie końcówki kablowej do żyły. Żyła ma za mały przekrój i tego złącza nie da się zacisnąć poprawnie. Na rysunku 11b pin nie jest wystarczająco dociśnięty. Szczególnie w lewym górnym rogu żyły nie są odkształcone i pomiędzy nimi pojawiają się wolne przestrzenie.
Kolejny przykład z rysunku 11c to pin zaciskany kleszczami ręcznymi. Zacisk jest wyjątkowo niesymetryczny, lewa strona niedociśnięta, zaś prawa jest znacznie większa. Na rysunku 11d pokazano pęknięcie materiału końcówki kablowej (oznaczone czerwonym okręgiem). Dodatkowo pin jest trochę niesymetryczny i na pewno nie jest dociśnięty należycie.
Złącza IDC
Rysunek 12. Złącze telekomunikacyjne typu RJ
Powodem opracowania złącz IDC była oczywiście chęć wprowadzenia oszczędności. Pierwsze prace nad tego typu złączami prowadzone były przez firmy Western Electric i Bell Telephone Labs. W ich wyniku powstały używane do dzisiaj złącza typu RJ.
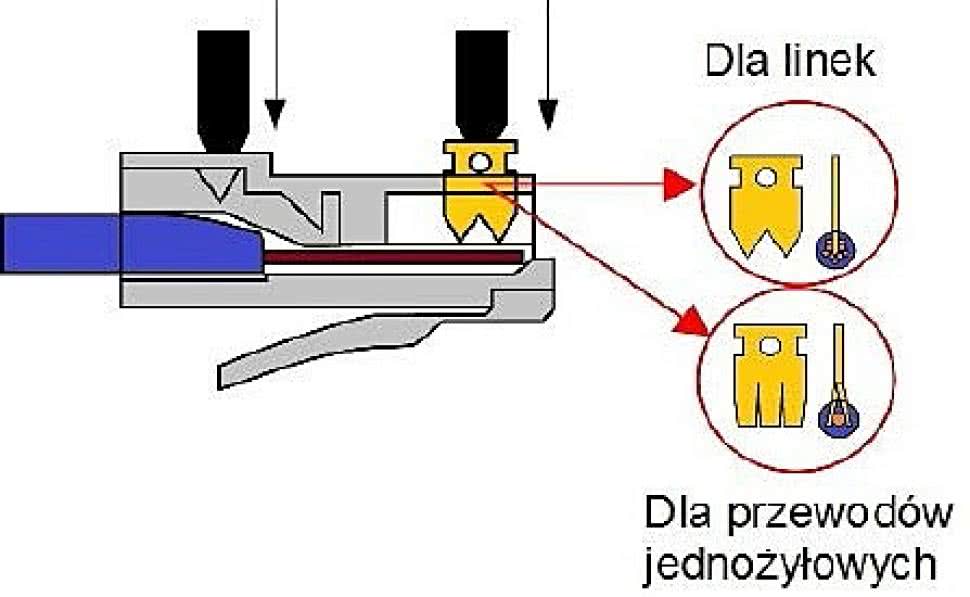
Pierwotna idea złącz IDC polega na wbijaniu blaszki stykowej w nieodizolowany przewód. Blaszka stykowa ułożona jest równolegle do osi przewodu. Tak są skonstruowane złącza telekomunikacyjne typu RJ (rysunek 12). Dalszym rozwinięciem tej koncepcji było poprzeczne ustawienie blaszki stykowej względem przewodu. Przewód wbijany jest w wąską szczelinę w blaszce.
Izolacja żyły, która ściśle obejmuje połączenie, stanowi zabezpieczenie przed wpływem czynników środowiskowych. Kable takie znane od lat 70-tych, stały się powszechne w elektronice, a ich zaletą jest niska cena, łatwość montażu oraz obecnie powszechna dostępność.
Rysunek 13. Złącze IDC taśmowe
Maksymalna obciążalność prądowa tego typu złącz wynosi 1A dla markowych producentów i przewodów taśmowych 26AWG. Producenci dalekowschodni, o ile w ogóle podają obciążalność prądową, to wynosi ona z reguły 0,5 A.
Taśmy do tego typu wiązek mają żyły o przekroju 0,14 mm² (AWG26), 0,08 mm² (AWG28) oraz czasami 0,05 mm² (AWG30).
Tych ostatnich raczej nie polecam ze względu na małą odporność mechaniczną przewodu - łatwo jest doprowadzić do zerwania żyłki miedzi przy wyginaniu taśmy oraz fakt, że większość złącz przeznaczona jest do taśm AWG26-28.
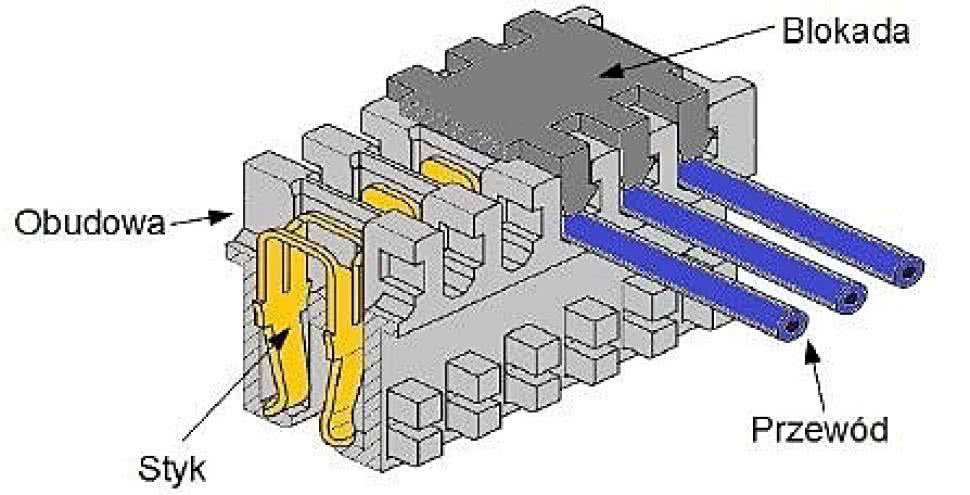
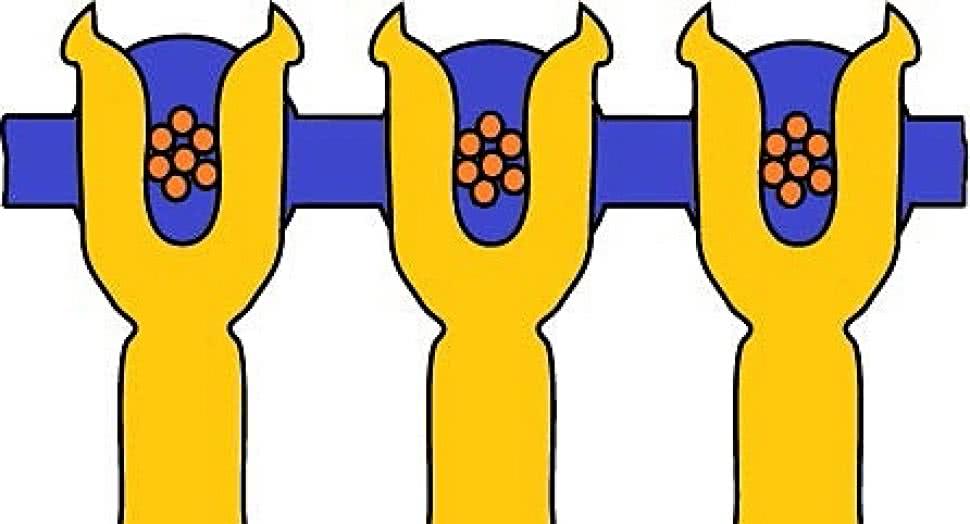
Rysunek 14. Budowa złącza IDC
Uwaga! Często popełnianym błędem jest z jednej strony zaciskanie złącza IDC, a z drugiej lutowanie przewodu. Przewody wstążkowe mają maksymalną temperaturę pracy 105°C i bardzo miękką izolację, aby piny złącza mogły łatwo ją przebić i w związku z tym nie są przeznaczone do lutowania. Lutowanie tego typu kabli powoduje bardzo szybkie topienie się izolacji, jej cofanie się oraz zwęglanie.
Ponieważ taśmy IDC odniosły ogromny sukces rynkowy, producenci prowadzili prace nad poprawieniem ich parametrów, głównie maksymalnego prądu i rezystancji przejścia.
Rozwiązaniem było zastosowanie podwójnego styku, czyli przewód 2 razy przechodzi przez blaszkę stykową. Budowę takiego złącza pokazano na rysunku 14. Po wprowadzonych zmianach osiągnięto obciążalność prądową styku 6 A. Złącza IDC znalazły zastosowanie głównie w sprzęcie AGD.
Metody weryfikacji połączeń IDC
Połączenie IDC weryfikuje się poprzez:
- kontrolę wizualną,
- pomiar głębokości zacisku,
- badanie siły zrywania przewodu w osiach równoległej i prostopadłej do osi złącza,
- wykonanie przekroju miejsca zacisku.
Połączenia lutowane

Rysunek 15: Lutowanie - kryterium zwilżenia cyną
Lutowanie terminali i przewodów to temat na osobny artykuł. Jest to proces zależny od umiejętności człowieka i bardzo trudny do automatyzacji. W niniejszym artykule ograniczymy się do podania metod i kryteriów weryfikacji poprawności wykonanego połączenia.
Połączenie lutowane weryfikuje się głównie poprzez kontrolę wizualną, która obejmuje:
- sprawdzenie stopnia zwilżenia cyną lutowanych powierzchni (rysunek 15),
- zarys żył przewodu powinien być widoczny,
- brak jakichkolwiek nadpaleń, zwęgleń izolacji,
- wszystkie żyły przewodnika są zalutowane,
- cyna ani żadna z żył przewodnika nie wystaje poza obrys końcówki kablowej,
- odstęp izolacji od końcówki kablowej nie przekracza 1...1,5 grubości przewodnika,
- brak śladów topnika,
- brak śladów korozji,
- brak uszkodzeń, nadtopień obudowy złącza,
- obszar roboczy styku nie zanieczyszczony cyną ani też topnikiem.
Narzędzia
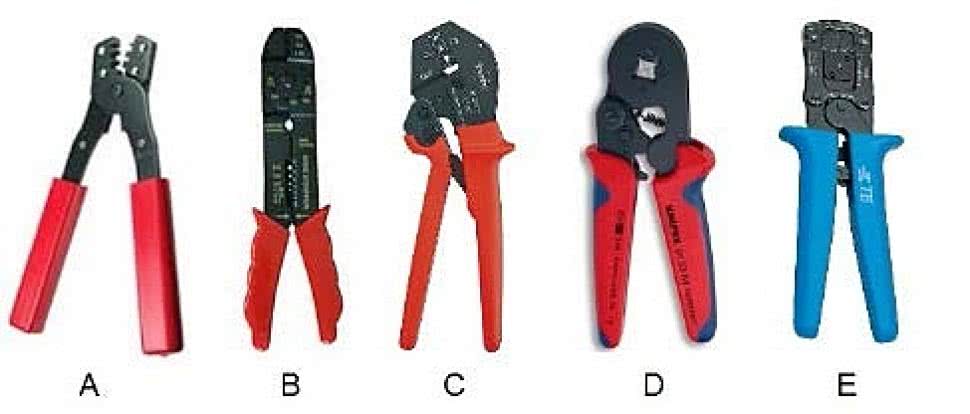
Rysunek 16. Kleszcze ręczne do zaciskania końcówek kablowych
Najprostszym narzędziem do montażu wiązki kablowej są kleszcze ręczne do zaciskania końcówek kablowych lub złącz IDC. Jedyną ich zaletą jest niska cena zakupu, poza tym w zasadzie mają same wady.
Przykłady kleszczy ręcznych pokazano na rysunku 16. Kleszcze oznaczone literami "a" i "b" to typowe, najtańsze narzędzia chińskie. Działają one na zasadzie zacisku nożycowego, co zawsze prowadzi do niesymetrycznego zacisku (jak pokazano na rysunku 11c).
Drugim problemem jest dokładność oraz żywotność, która szczególnie w przypadku narzędzi tzw. "no-name" pozostawia wiele do życzenia. Wadą tych kleszczy jest brak ogranicznika zacisku, co prowadzi do różnej wysokości crimpu. Znacznie lepsze kleszcze pokazano na rysunku 16C. Kleszcze te są znacznie masywniejsze, o większej sztywności oraz mają blokadę, która zapewnia powtarzalność wysokości zacisku.
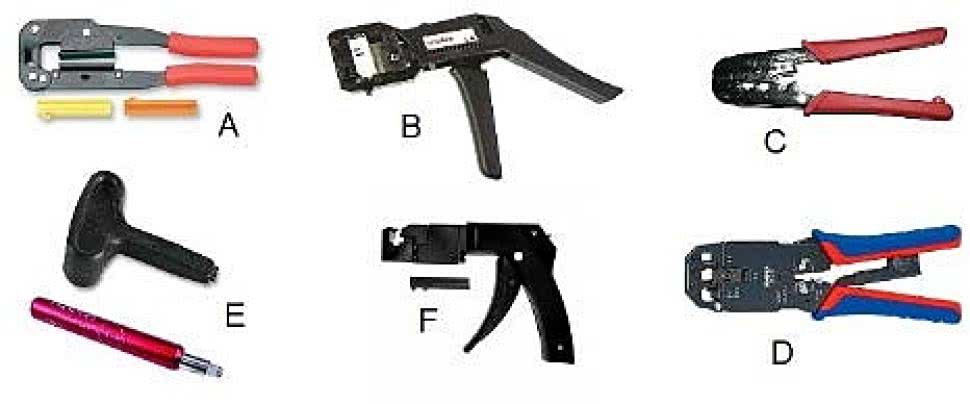
Rysunek 17. Kleszcze ręczne do zaciskania złącz IDC
Na rysunku 16d pokazano specjalistyczne kleszcze do zaciskania tulejek kablowych. Na rysunek 16e przedstawiono kleszcze o specjalnej budowie, gdzie oba elementy zaciskające poruszają się równolegle, co daje znacznie lepsze efekty.
Na rysunkach 17a i 17b pokazano narzędzia do zaciskania tasiemek IDC, na rysunkach 17c i 17d kleszcze do zaciskania złącz typu RJ, zaś na rysunkach 17e i 17f narzędzia ręczne do wciskowego mocowania przewodów w złączach IDC.
Narzędzia automatyczne
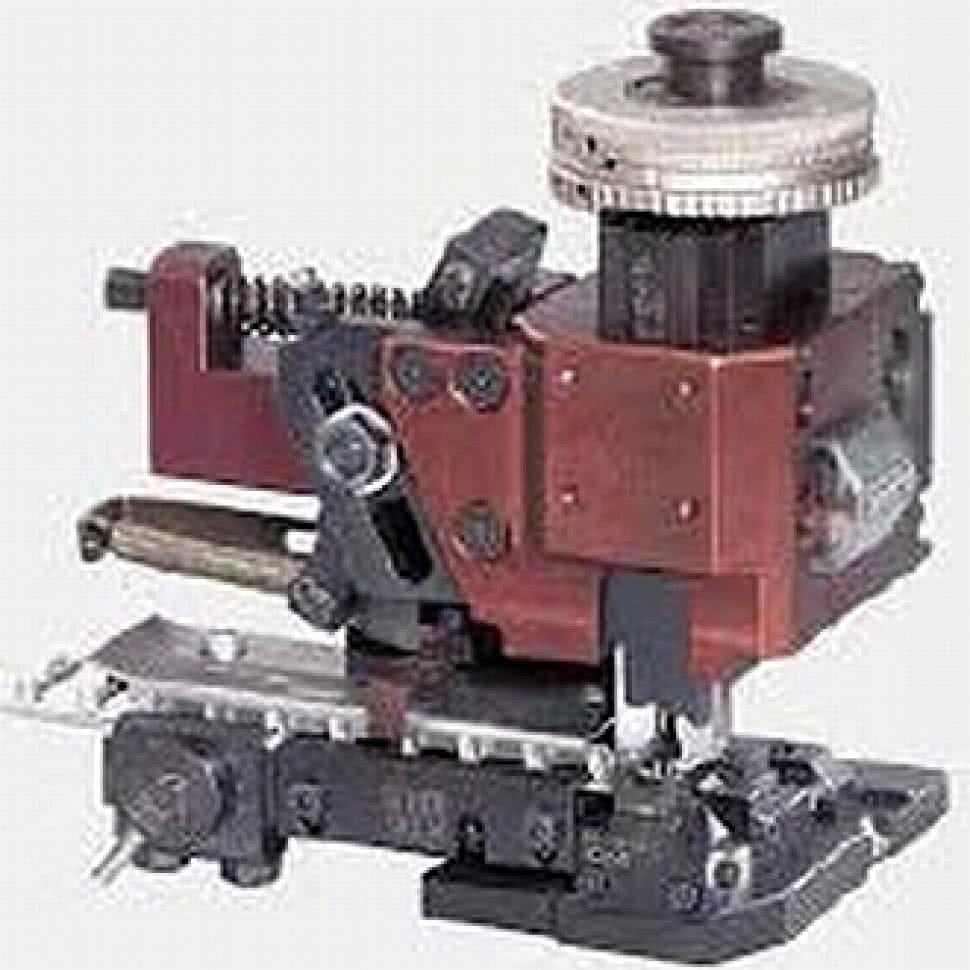
Rysunek 18. Aplikator do zaciskania końcówek kablowych
Podstawowym elementem każdego narzędzia automatycznego do zaciskania końcówek kablowych jest aplikator (rysunek 18). Jest on urządzeniem specjalistycznym, montowanym zarówno w prasach, jak i w pełni automatycznych urządzeniach.
Służy do zaciskania końcówki kablowej. Do każdej końcówki kablowej przeznaczony jest tylko jeden dedykowany aplikator. Ma niezależną regulację wysokości zacisku żyły i izolacji (podwójne pokrętło u góry). Aplikator jest urządzeniem o wysokiej precyzji, gdyż od jego działania zależy jakość zacisku.
Końcówki kablowe można zaciskać w prasach z podawaniem ręcznym przewodu (rysunek 19) lub w pełni automatycznych urządzeniach (rysunek 20).
Często urządzenia wyższej klasy mają układ monitorowania siły zaciskania końcówki. Podczas uruchamiania produkcji z pierwszych sztuk tworzony jest wzór siły zaciskania.
W trakcie produkcji siła zaciskania kolejnej końcówki porównywana jest z wzorem. W przypadku odstępstw większych niż zadane, końcówka jest ucinana, aby nie można było jej użyć.
W ten sposób mamy pewność, że jeżeli maszyna została zaprogramowana prawidłowo to końcówka zaciśnięta jest poprawnie.

Rysunek 19. Automat do produkcji wiązek kablowych |

Rysunek 20. Prasa do zaciskania końcówek |
Podsumowując: można powiedzieć, że narzędzia ręczne mogą służyć do wykonywania prototypów lub okazjonalnych napraw. Żywotność najtańszych narzędzi to kilkaset zaciśniętych złącz. Trochę lepiej wygląda sytuacja dla narzędzi firmowych, kosztujących powyżej 1,2 tys. złotych, czasami nawet 5 tys. złotych. Jakość i żywotność tych narzędzi jest znacznie lepsza. Produkcja wiązek kablowych powinna się odbywać przy użyciu narzędziach profesjonalnych.
Krzysztof Bednarek
kbednarek168@gmail.com