Zaloguj
Zaloguj




Artykuł zawiera ogólne informacje na temat układów w obudowach WLCSP. Szczegółowe parametry danego układu są dostępne w jego karcie katalogowej. Ten artykuł ma na celu jedynie podanie zaleceń mających pomóc konstruktorowi i technologowi w wyborze właściwego rozwiązania dla projektowanego lub wytwarzanego urządzenia. Poprawnych efektów nie da się uzyskać bez doświadczenia i nakładu pracy, które są wymagane, aby zoptymalizować proces produkcji urządzenia.
Obudowa WLCSP
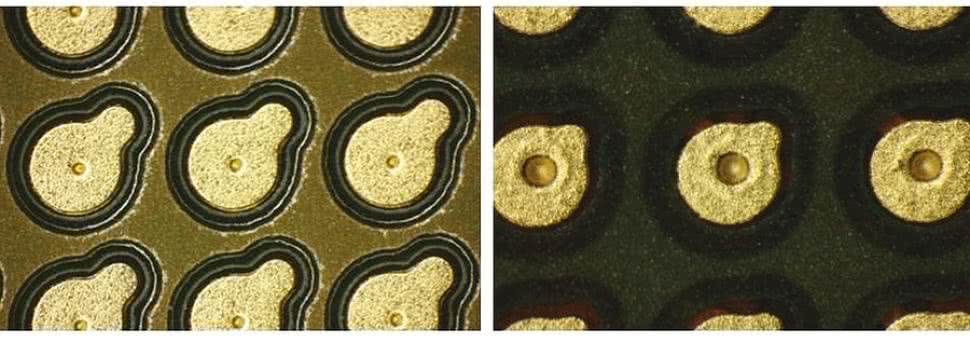
Fotografia 1. Układ scalony w obudowie WLCSP
Termin WLCSP odnosi się do technologii wykonywania obudów układów scalonych już na poziomie "wafla" zawierającego ich struktury, zamiast cięcia go na pojedyncze struktury, a następnie umieszczania ich w obudowie. Ta czynność jest rozszerzeniem typowego procesu wytwarzania układów scalonych, podczas którego struktury układów nadal są na tym samym "waflu", natomiast ochronę uzyskuje się z użyciem typowego procesu wytwarzania i stosowanych w nim narzędzi. Gotowy układ scalony jest strukturą z obszarem wyprowadzeń w postaci "wzgórków" lub kulek cynowych dołączonych do wyprowadzeń struktury, dzięki czemu można go przylutować do płytki drukowanej.
Układ scalony w obudowie WLCSP ma niemal taką samą wielkość, jak struktura układu scalonego, ponieważ w efekcie końcowym obudowa ma takie same wymiary, jak jej podłoże (fotografia 1). Technologia WLCSP różni się od BGA oraz bazującej na laminacie CSP tym, że nie ma połączeń drutowych pomiędzy wyprowadzeniami struktury a nóżkami obudowy. W ten sposób są minimalizowane własności pasożytnicze połączenia, zmniejszane wymiary obudowy oraz ułatwiane odprowadzanie ciepła ze struktury.
Typowe wymiary i konfiguracje WLCSP
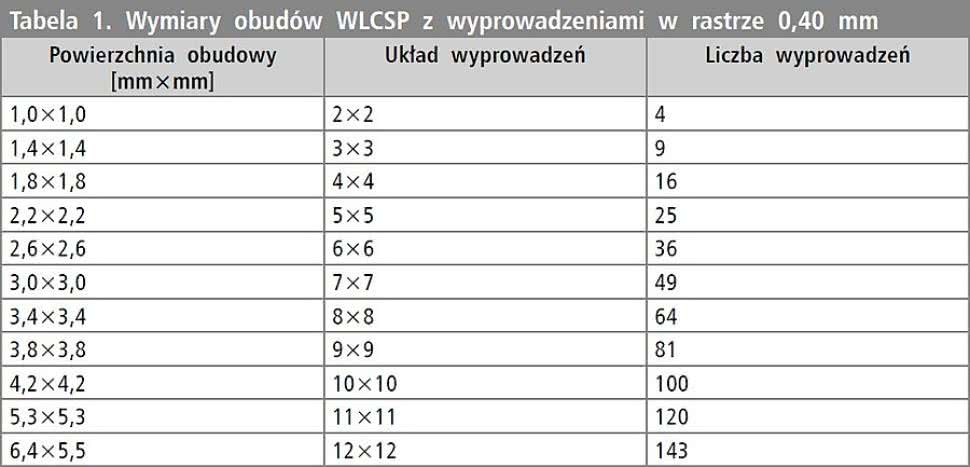
Tabela 1. Wymiary obudów WLCSP z wyprowadzeniami w rastrze 0,40 mm
Układy w obudowach WLCSP wytwarzane przez Freescale mają wymiary od 2,0 mm×2,0 mm do 5,29 mm×5,29 mm. Wyprowadzenia wykonane w formie kulek z cyny o średnicy 0,250 mm są rozmieszczane z rastrem 0,40 mm. Wielkość obudowy WLCSP może być różna nawet dla układów o tej samej liczbie wyprowadzeń, ponieważ zależy ona od wymiarów struktury układu scalonego (oczywiście, takie układy będą również różniły się typem i parametrami). Dlatego też projektując płytkę drukowaną przeznaczoną dla układów w obudowach WLCSP trzeba poświęcić więcej czasu na uważnie przeglądanie dokumentacji, aby nie popełnić błędu.
W tabeli 1 umieszczono wymiary powierzchni zajmowanej przez obudowę ze standardowo rozmieszczonymi wyprowadzeniami w rastrze 0,40 mm, które są opisane w JEDEC Publication 95, Design Guide 4.18 oraz są zgodne ze standardem JEDEC MO-211.
Płytka drukowana oraz szablon do montażu SMD mają kluczowe znaczenie dla zapewnienia właściwego połączenia pomiędzy układem WLCSP oraz płytką drukowaną. Wykonując projekt płytki, należy posłużyć się rysunkami udostępnianymi przez Freescale zawierającymi wymiary obudów WLCSP konkretnych układów oraz ich tolerancje.
Budowa i produkcja układu w obudowie WLCSP
Na rysunku 2 pokazano przekrój typowego układu w obudowie WLCSP z warstwą RDL pomiędzy dwoma warstwami dielektryka. W technologii WLCSP pierwsza warstwa jest dielektrykiem. Ułożona na niej przewodząca warstwa miedziana przewodzi sygnał ze struktury do wyprowadzenia lutowniczego w formie kulki. Druga warstwa dielektryka przykrywa warstwę metaliczną jednocześnie izolując ją od płytki drukowanej oraz tworząc obszar wyprowadzeń. Kulka wyprowadzenia jest wykonana ze stopu bezołowiowego.
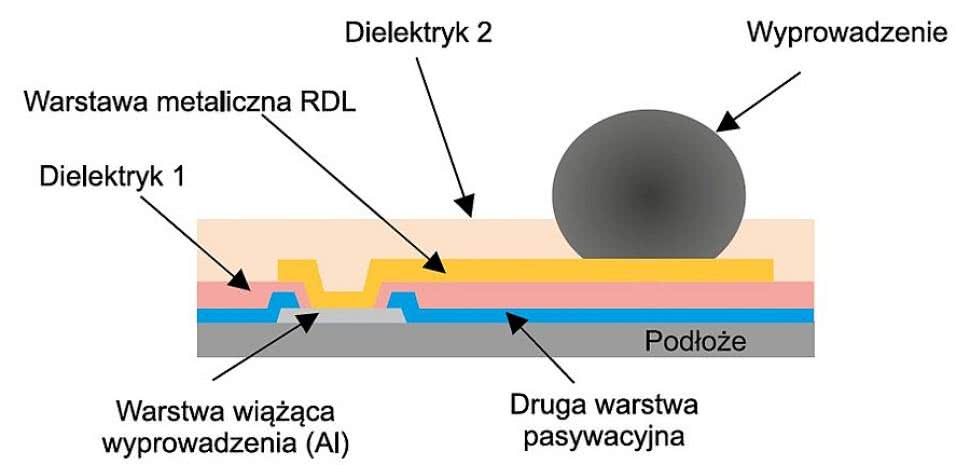
Rysunek 2. Typowy przekrój układu w obudowie WLCSP z warstwami polimerowymi i RDL |
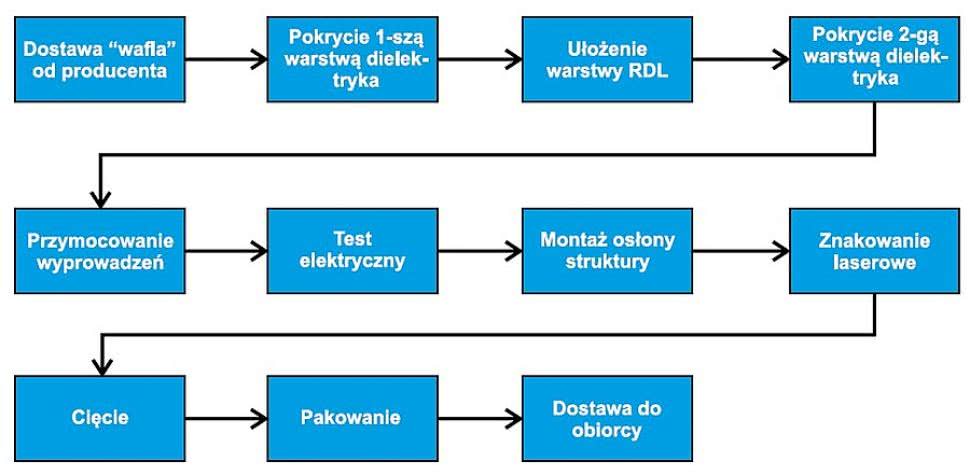
Rysunek 3. Przebieg typowego procesu wytwarzania układu WLCSP |
Przebieg typowego procesu produkcji układu w obudowie WLCSP pokazano na rysunku 3. Przedstawiono na nim dwuwarstwowy proces RDL, z warstwą RDL umieszczoną pomiędzy dwiema warstwami dielektryka.
Zalecenia odnośnie do projektowania płytek drukowanych
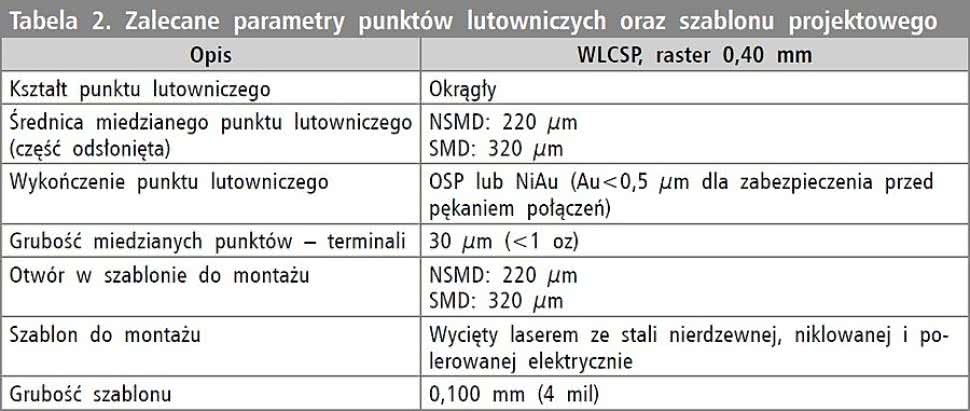
Tabela 2. Zalecane parametry punktów lutowniczych oraz szablonu projektowego
Wymagania odnośnie do projektu płytki drukowanej jako bazę wykorzystują standard IPC-A-600 w celu uzyskania optymalnego połączenia elektrycznego i niezawodnych połączeń lutowanych.
Podstawowe zalecenia firma Freescale odnośnie do płytki drukowanej oraz szablonu do montażu SMD umieszczono w tabeli 2.
Zalecenia odnośnie do płytki drukowanej
Punkty lutownicze SMD są wyznaczane przez obszary bez maski lutowniczej, jak pokazano na rysunku 4. Powierzchnia odsłonięte przez maskę jest mniejsza niż cały obszar miedzianego punktu lutowniczego przeznaczonego na przylutowanie wyprowadzenia układu. Punkty lutownicze NSMD mają obszar odsłonięty przez maskę większy niż wyznaczony przez miedź. Jest wiele czynników wpływających na to, kiedy projektant używa punktów SMD, a kiedy NSMD.
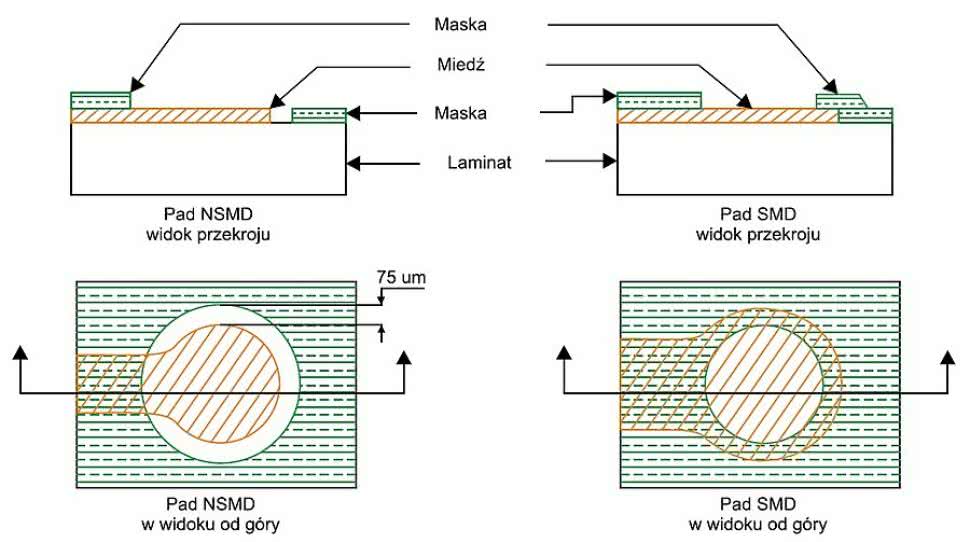
Rysunek 4. Punkty lutownicze SMD i NSMD na płytce drukowanej |
Rysunek 5. Tear drops – technika dołączania punktów lutowniczych |
Oba typy punktów lutowniczych mogą być używane dla układów w obudowach WLCSP. Firma Freescale zaleca używanie punktów NSMD ze względu na własności cieplne oraz SMD dla ze względu na pozytywne wyniki uzyskane podczas badań wytrzymałości połączenia w teście upadku. W miejscach, w których ścieżka jest dołączana do punktu zaleca się stosowanie łagodnych przejść w kształcie kropli (rysunek 5).
Przelotki w punkcie lutowniczym
Fotografia 6. Przykładowy otwór w przelotce
Potrzeba używania przelotek w punkcie lutowniczym (fotografia 6) jest w ogólnym przypadku determinowana przez projektanta urządzenia. Typowo, stosowanie takich rozwiązań skutkuje nierównomiernymi połączeniami lutowniczymi, co doprowadza do skrócenia czasu funkcjonowania urządzenia. Dzieje się tak na skutek działania pęcherzyków powietrza uwięzionych w otworze przelotki.
Jeśli z jakichś powodów muszą być wykonane przelotkach w punktach lutowniczych, to zaleca się używanie przelotek wypełnionych, jak na fot. 6. Podobnie jak dla większości projektów, przy wykonywaniu przelotek w punkcie lutowniczym istotne dla uzyskania niezawodności urządzenia są doświadczenie projektanta płytki oraz producenta wykonującego jej montaż.
Zalecenia odnośnie do szablonu montażowego
Ze względu na niewielki raster oraz miniaturowe wymiary wyprowadzeń układów w obudowach WLCSP należy poświęcić szczególną uwagę procesowi nakładania pasty lutowniczej. W trakcie produkcji jest zalecane sprawdzenie grubości nałożonej pasty i procentowego pokrycia punktów lutowniczych w odniesieniu do miejsc lutowanych na płytce drukowanej.
Szablon do montażu powinien być wycięty laserem z niklowanej stali nierdzewnej lub uformowany elektrycznie z kobaltu, lub chromu utwardzanego niklem dla powtarzalnego rozprowadzania pasty lutowniczej również w wypadku bardzo małych pól lutowniczych wymaganych przez miniaturowy raster. Przed użyciem szablonu montażowego koniecznie należy go sprawdzić pod kątem problemów jakościowych, na przykład występowania zadziorów w otworach.
W szablonie montażowym można stosować otwory o kształcie okrągłym lub kwadratowym, jednak otwory kwadratowe zapewniają lepsze rozprowadzenie pasty lutowniczej i skuteczniejsze pokrycie. Rogi otworów mogą być zaokrąglone dla ustrzeżenia się przed zatykaniem. Dla stopów SnAgCu zaleca się stosunek 1:1 przesłony do punktu lutowniczego.
Dla obudów WLCSP z rastrem wyprowadzeń 0,40 mm najlepiej użyć współczynnika przesłony ≥0,66, kwadratowych otworów o wymiarach 0,25 mm×0,25 mm (brzegi zaokrąglone promieniem 25 µm) dla lepszego rozprowadzenia pasty lutowniczej. Współczynnik przesłony jest definiowany jako stosunek powierzchni otworu do powierzchni ściany bocznej.
Do wykonania szablonu montażowego jest zalecane użycie stali nierdzewnej o grubości 0,100 mm (4 mil). Jeśli te wymagania odnośnie do szablonu są w konflikcie z innymi wymaganiami dotyczących komponentów SMT dla płytek montowanych w technologii mieszanej, można zastosować szablon wykonany zgodnie z zaleceniami standardu IPC-7525.
Montaż płytki z układami WLCSP
Rysunek 7. Typowy proces montażu płytki drukowanej
Na rysunku 7 pokazano przebieg typowego procesu montażu płytki drukowanej. Zalecane się stosowanie pasty lutniczej "Type 4" (kulki cynowe o wymiarach od 25 do 36 µm) lub drobniejszej, o niedużej zawartości halogenków (poniżej 100 ppm). Aby wyeliminować konieczność mycia płytek po montażu, można stosować pastę lutowniczą typu "No-Clean".
Obudowa WLCSP ma relatywnie małe wymiary. Dla uzyskania większej precyzji przy układaniu komponentów zamiast pneumatycznych automatów typu chip-shooter zaleca się używanie automatów pick&place kontrolowanych za pomocą systemów wizyjnych. Dlatego niezbędne jest umieszczenie na płytce lokalnych znaczników (fiducials) ułatwiających pozycjonowanie i umieszczenie komponentów.
Urządzenia pick&place używające pozycjonowania mechanicznego nie są zalecane ze względu na ryzyku uszkodzenia mechanicznego delikatnej obudowy WLCSP. Aby ustrzec się przed uszkodzeniem układu w trakcie montażu, należy rozmieszczać układy z minimalna, kontrolowaną siłą występującą w osi pionowej.
Zamiast pomiaru siły nacisku zaleca się stosowanie metody Z-height. Do przenoszenia układów należy stosować niskociśnieniowe dysze z odpowiednimi końcówkami. Jeśli jest konieczne przeniesienie i ułożenie układu ręcznie, to należy używać pęsety pneumatyczne z odpowiednimi końcówkami.
Każdy producent wykonujący montaż powinien wykonywać badania dokładności pozycjonowania komponentów w obudowach WLCSP, aby uzyskać rzeczywistą wiedzę na temat kompensacji wymaganej dla obudowy danego typu. Firma Freescale nie jest w stanie przewidzieć zakresu urządzeń stosowanych do przenoszenia i pozycjonowania komponentów oraz ich nastaw wymaganych dla obudowy danego typu, więc nie może utworzyć ogólnych zaleceń odnośnie do kompensowania urządzeń dla obudów WLCSP.
Rozpływ pasty lutowniczej
Jedną z najważniejszych części procesu produkcji jest lutowanie i dlatego, aby uzyskać odpowiednią niezawodność połączeń, profil temperaturowy powinien być ustalony i kontrolowany ze szczególną uwagą. Profil wymagany do zmontowania płytki urządzenia danego typu jest zależny od wielu czynników, włączając w to: złożoność produktu, typ pieca, typ pasty lutowniczej, różnicę temperatury w obrębie płytki drukowanej, tolerancję pieca oraz termopary - czujnika temperatury itp.
Wszystkie układy Freescale w obudowach WLCSP spełniają wymagania Moisture Sensitivity Level 1 w temperaturze 260°C. Maksymalna temperatura obudowy komponentu nie powinna przekraczać podanej wartości. Aktualne nastawy temperatury lutowania muszą być określone przez projektanta oraz producenta z uwzględnieniem dopuszczalnej temperatury dla komponentów składowych oraz na podstawie własności pasty lutowniczej.
Wymiana komponentów w obudowach WLCSP
Komponenty w obudowach WLCSP wylutowane z płytki nie powinny być używane do ponownego montażu. Komponenty produkowane przez Freescale mogą być trzykrotnie lutowane (poddawane procesowi nagrzewania), co jest zgodne ze standardowymi wymaganiami stawianymi układom scalonym.
Układ, który został przylutowany na płytce drukowanej a następnie wylutowany, był dwukrotnie nagrzewany, natomiast jeśli płytka drukowana jest dwustronna - trzykrotnie. Dlatego też jego obudowa jest na granicy swojej gwarantowanej odporności i układ nie powinien być używany. Wymontowane komponenty WLCSP muszą być właściwie utylizowane i nie powinny być mieszane z nowymi.
Proces wymiany układu w obudowie WLCSP jest zbliżony do typowych obudów BGA oraz CSP:
Aby usunąć uszkodzony komponent z płytki, należy ogrzać go od góry i od spodu za pomocą gorącego powietrza. Powinny być przy tym stosowane dysze o odpowiednich wymiarach oraz pęseta pneumatyczna wyposażona w końcówkę odpowiednią dla danego komponentu. Zaleca się jednoczesne podgrzewania od góry powietrzem o temperaturze 300°C i od spodu 150°C przez 30 sekund. Większość zakładów produkcyjnych ma odpowiednią wiedzę na temat demontażu i można się w tym zakresie konsultować z ich ekspertami.
Po usunięciu komponentu WLCSP, miejsce na płytce drukowanej należy oczyścić i przygotować do montażu nowego komponentu. Przy wylutowywaniu komponentu nie należy przekraczać temperatury 245°C, ponieważ punkty lutownicze mogą ulec uszkodzeniu.
Do nakładania pasty lutowniczej powinien być używany miniaturowy szablon o tej samej grubości, wielkości otworów oraz stosunku powierzchni otworu do wysokości, co szablon podstawowy. Żel lub gęsty topnik należy nakładać za pomocą metalowej łopatki. Po tej operacji należy skontrolować pokrycie punktów lutowniczych - pasta lutownicza powinna być nałożona równomiernie i w odpowiedniej ilości przed umieszczeniem komponentu na płytce.
Do podniesienia komponentu i umieszczenia go na płytce powinna być użyta dysza pneumatyczna z odpowiednią końcówką. Do pozycjonowania komponentu zaleca się użycie systemu wizyjnego, który jednocześnie wyświetla obraz wyprowadzeń WLCSP oraz przeznaczone dla niego punkty lutownicze na płytce drukowanej.
Wymieniony komponent jest następnie przylutowywany do płytki drukowanej z użyciem profilu temperatury podobnego do używanego podczas normalnego procesu lutowania.
Poziom wilgotności (MSL - Moisture Sensitivity Level)
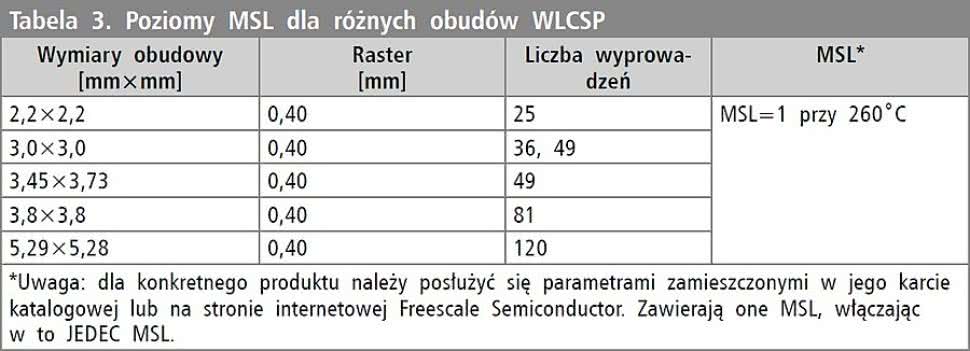
Tabela 3. Poziomy MSL dla różnych obudów WLCSP
Poziom wilgotności określa odporność komponentu oraz warunki jego przechowywania po otwarciu oryginalnego opakowania. Im niższa jest wartość współczynnika MSL, tym mniej uwagi trzeba poświęcać magazynowaniu komponentów. W tabeli 3 wymieniono najlepszy przypadek MSL dla obudów o różnych wielkościach.
Wszystkie układy WLCSP produkowane przez Freescale Semiconductor mają MSL=1, testowany zgodnie z normą IPC/JEDEC J-STD-020D.
Testowanie niezawodności płytki drukowanej
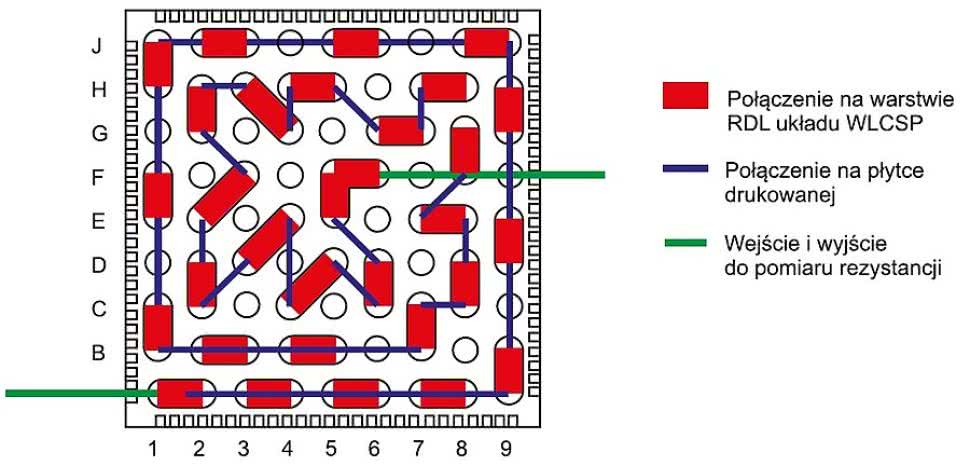
Rysunek 8. Połączenia wykonane dla potrzeb testu upadku
Niezawodność płytki drukowanej jest wyznaczana przez czas niezawodnego funkcjonowania połączeń lutowanych. Na niezawodność połączeń mają wpływ wszystkie czynniki opisane wcześniej.
Dla potrzeb testowania niezawodności użyto próbek obudów WLCSP z wyprowadzeniami połączonymi parami za pomocą warstwy przewodzącej. Następnie układ przylutowano do testowej płytki drukowanej, na której wykonano komplementarne połączenia, dzięki czemu utworzono pojedynczy obwód elektryczny (sieć) z wyprowadzeniami połączonymi szeregowo, w którym uszkodzenie połączenia pomiędzy dowolnym wyprowadzeniem a płytką drukowaną skutkowało przerwaniem przepływu prądu (rysunek 8).
Niezawodność połączeń lutowanych (SJP)
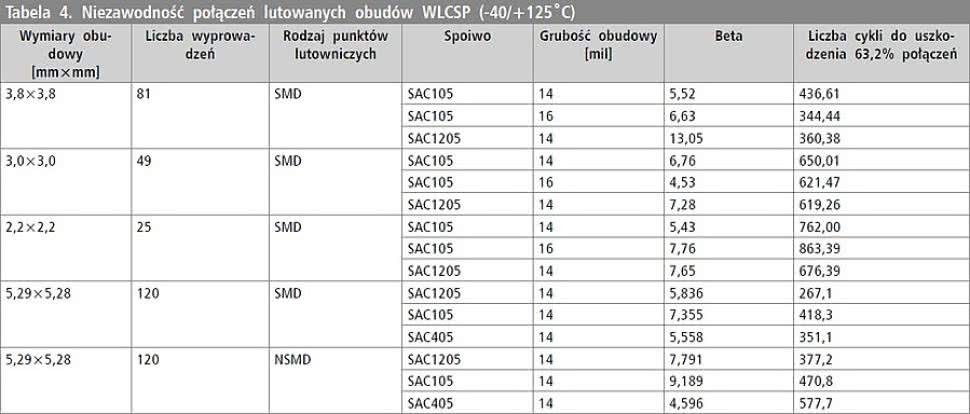
Tabela 4. Niezawodność połączeń lutowanych obudów WLCSP (-40/+125°C)
Zmontowana płytka drukowana może być wielokrotnie poddawana oddziaływaniu szerokiego zakresu temperatury. Najbardziej popularne warunki testu dla niewielkich urządzeń są określone przez zalecenia JEDEC Condition "G" (-40/+125°C). Zawarto w nich z 15-minutowy czasem wygrzewania i w cyklu 1 raz/godzinę.
Dzięki opracowaniu specjalnego układu w obudowie WLCSP oraz płytki drukowanej, firma Freescale na bieżąco monitorowała rezystancję poprzez łańcuch połączonych wyprowadzeń oraz komplementarną płytkę drukowaną. Uszkodzenia zdefiniowano jako całkowitą rezystancję łańcucha wynosząca 300 Ω lub więcej. Rezystancja łańcucha była mierzona przed rozpoczęciem cyklicznego wygrzewania (moment początkowy testu temperaturowego).
Tabela 5. Niezawodność połączeń lutowanych obudów WLCSP (0/+100°C)
Freescale kontynuuje prace badawcze związane z poprawą jakości połączeń lutowanych obudów WLCSP. Wyniki różnych eksperymentów sprawdzających niezawodność połączeń lutowanych dla obudów mających różne wymiary, liczbę wyprowadzeń, grubość, montowanych przy użyciu różnych spoiw lutowniczych umieszczono w tabeli 4. Wszystkie testy wykonano z użyciem płytek drukowanych o podobnych wymiarach.
Wykonano również ocenę w innym zakresie temperatury (0/100°C). Zastosowano rampę o czasie trwania 10 minut oraz 10-minutowy czas wygrzewania, cyklicznie 1 raz na 1,5 na godziny. Rezultaty testu zaprezentowano w tabeli 5.
Wypełniacze
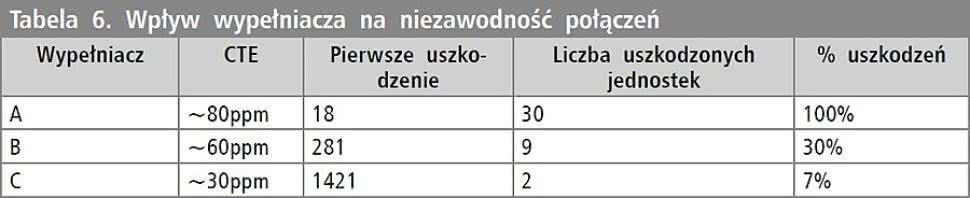
Tabela 6. Wpływ wypełniacza na niezawodność połączeń
Do wypełniania przestrzeni pomiędzy wyprowadzeniami układów WLCSP można stosować specjalne substancje, których zadaniem jest wzmocnienie połączenia. Dane dotyczące niezawodności połączeń po zastosowaniu wypełniacza uzyskano stosując go z obudową o wymiarach 5,29 mm×5,28 mm, ze spoiwem SAC1205 z kulkami 0,25 mm.
Staranne wybranie wypełniacza ma znaczenie krytyczne dla poprawy niezawodności obudowy WLCSP. Wybranie wypełniacza ze zbyt dużym parametrem CTE może skutkować pogorszeniem niezawodności, nawet w porównaniu do jego braku.
Z kolei, użycie właściwego wypełniacza może znacząco poprawić wytrzymałość połączeń lutowanych obudowy WLCSP. Porównanie wyników dla montażu z wypełniaczem i bez niego dla obudowy o wymiarach 5,29 mm×5,28 mm wykazuje nawet 7-krotny wzrost liczby cykli do pierwszego uszkodzenia (201 w porównaniu do 1421). Wyniki testu zaprezentowano w tabeli 6.
Test upadku

Tabela 7. Wyniki testu spadku WLCSP
Komponenty w obudowach WLCSP były testowane zgodnie ze specyfikacją dla testu upadku JEDEC JESD22-B111. Warunki testu, wielkość płytki, osprzęt oraz kryteria ustalono na podstawie JESD22-B111. Wszystkie testy były wykonywane w osi Z (obudowa w dół).
Szczytowe przyśpieszenie wynosiło 1500 g przez 0,5 ms (połówka sinusoidy). Mierzona i rejestrowana była rezystancja w chwili zero oraz po upadku. Wyniki pomiarów rezystancji były zapamiętywane przez układ zamontowany, który również mierzył ją i zapamiętywał w trakcie upadku. Kryteria uszkodzenia ustalono na 100 Ω przez 200 ns, zapamiętane 3 razy po kolejnych 5 upadkach.
Wyniki testu przeprowadzonego dla obudów o różnych wielkościach oraz różnej liczbie wyprowadzeń umieszczono w tabeli 7.
Rezystancja termiczna obudowy
Własności termiczne obudowy WLCSP są charakteryzowane z użyciem dwóch typów płytek różniących się własnościami termicznymi oraz trzech rezystancji termicznych:
Typy płytek:
- Z pojedynczą warstwą sygnałową - 1s (wykonana zgodnie z JEDEC EIA/JESD51-3).
- Z dwoma warstwami sygnałowymi - 2s2p (wykonana zgodnie z JEDEC EIA/JESD51-5 oraz EIA/JESD51-7).
Rezystancje termiczne:
- Złącze do otoczenia (Theta-JA).
- Złącze do płytki (Theta-JB).
- Złącze do obudowy (Theta-JC).
Wymienione rezystancje termiczne pomagają scharakteryzować i rozwiązać problemy związane z różnymi środowiskami pracy.
Rezystancja "złącze do otoczenia" (Theta-JA)
Rezystancja termiczna złącza do otoczenia (Theta-JA JEDEC EIA/JESD51-2) jest liczbą jednowymiarową, która określa zdolność do przewodzenie ciepła ze złącza (najwyższa temperatura w strukturze) do środowiska w pobliżu komponentu.
Ciepło, które jest wytwarzane na powierzchni struktury osiąga bezpośrednie otoczenie za pomocą dwóch dróg: (1) konwekcja i promieniowanie z eksponowanej powierzchni obudowy oraz (2) przewodzenie poprzez płytkę testową poprzedzone przez promieniowanie i konwekcję z eksponowanej części płytki. Rezystancja Theta-JA jest podawana za pomocą dwóch parametrów, zależnie od rodzaju płytki drukowanej: R JA oraz R JMA. Rezystancje R JA i R JMA pomagają w analizie zagadnień związanych ze sprawnością termiczną obudowy WLCSP w aplikacji docelowej.
Rezystancja termiczna R JA jest wskaźnikiem własności termicznych obudowy zamontowanej na płytce testowej o małej przewodności cieplnej (np. 1s) w naturalnym środowisku umożliwiającym konwekcję. Płytkę 1s wykonano zgodnie z JEDEC EIA/JESD51-3 oraz EIA/JESD51-5.
Rezystancja termiczna R JA przybliża sprawność termiczną obudowy WLCSP zamontowanej w dwóch odrębnych konfiguracjach: (1) płytka bez wewnętrznych obszarów termicznych (np., płytka o małej przewodności) lub (2) gdy płytka wielowarstwowa jest ciasno upakowana podobnymi komponentami.
Rezystancja termiczna R JMA jest wskaźnikiem własności termicznych obudowy zamontowanej na płytce z dwoma warstwami sygnałowymi oraz dwoma wewnętrznymi powierzchniami miedzianymi (2s2p). Płytkę testową wykonano zgodnie z JEDEC EIA/JESD51-5 oraz EIA/JESD51-7. Rezystancja termiczna R JMA określa sprawność termiczną obudowy, gdy obok są zamontowane komponenty rozpraszające podobną ilość ciepła na płytce wielowarstwowej.
Rezystancja "złącze do płytki (Theta-JB)
Rezystancja termiczna złącza do płytki (Theta-JB lub R JB zgodnie z JEDEC EIA/JESD51-8) jest również określana dla WLCSP. Rezystancja R JB wyraża poziome rozprzestrzenianie się ciepła pomiędzy złączem a płytką. Temperatura płytki jest mierzona w odległości 1 mm od obudowy na ścieżce ulokowanej na warstwie górnej płytki.
Rezystancja "złącze do obudowy" (R JC)
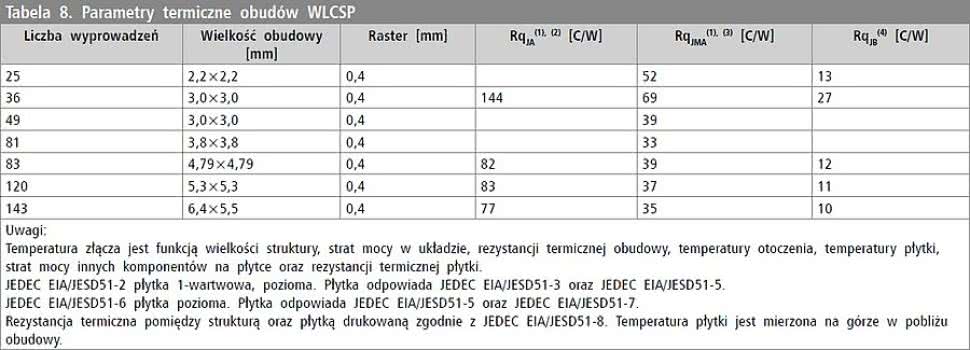
Tabela 8. Parametry termiczne obudów WLCSP
Rezystancja termiczna R JC jest używana do określenia sprawności termicznej obudowy WLCSP, gdy ta jest przyklejona do powierzchni metalowej lub radiatora. Tabela 8 zawiera kilka istotnych informacji związanych z własnościami termicznymi obudów WLCSP.
Wszystkie parametry zmierzono dla struktury krzemowej (Si). Pomiędzy wielkością obudowy oraz a rezystancją termiczną zachodzi relacja odwrotna. Większe obudowy mają mniejszą rezystancję R JA.
Freescale Semiconductor
Materiały źródłowe:
- JEDEC Publication 95, Design Guide 4.18, Wafer Level Ball Grid Arrays (WLBGA), Issue. A, September, 20004.
- JEDEC MO211, "Die Size Ball Grid Array, Fine Pitch, Thin/Very Thin/Extremely Thin Profile", June 2004.
- ANSI/IPC-A-600G, "Acceptability of Printed Boards", July 2004.
- IPC-7525, "Stencil Design Guidelines", May 2007.
- IPC/JEDEC J-STD-020D.1, "Moisture/Reflow Sensitivity Classification for Nonhermetic Solid State Surface Mount Devices", May 2008.
- JEDEC JESD-A104C, "Temperature Cycling", May 2005.
- JEDEC JESD-B111, "Board Level Drop Test Method of Components For Handheld Electronic Products", July 2003.
- EIA/JESD51-3, "Low Effective Thermal Conductivity Test Board for Leaded Surface Mount Packages," August 1996.
- EIA/JESD51-5, "Extension of Thermal Test Board Standards for Packages with Direct Thermal Attachment Mechanisms," February 1999.
- EIA/JESD51-7, "High Effective Thermal Conductivity Test Board for Leaded Surface Mount Packages," February 1999.
- EIA/JESD51-2, "Integrated Circuits Thermal Test Method Environment Conditions - Natural Convection (Still Air)", December 1995.
- EIA/JESD51-8, "Integrated Circuit Thermal Test Method Environmental Conditions - Junction-to-Board", October 1999.
- V. Chiriac, "Wafer Level CSP Thermal Performance Evaluation", Freescale Semiconductor, August 2008.
- EIA/JESD 51-6, "Integrated Circuits Thermal Test Method Environment Conditions - Forced Convection (Moving Air)," March 1999.